
Page 66 - 无损检测2021年第三期
P. 66
郭伟灿, 等:
带凸面声透镜的相控阵超声检测技术
界面耦合难题。笔者将带凸面声透镜的相控阵超声
技术应用于承压设备插入式管座角焊缝的 质量检
测, 解决了常规超声检测技术存在的曲界面超声耦
合困难、 声束扩散、 轮廓回波导致缺陷信号识别难度
大等问题。进行了 CIVA 声场仿真和现场检测试
验, 结果表明, 相控阵超声技术可以在不更换探头的
情况下, 实现整个焊缝多角度、 多方向的扫查和动态
聚焦 [ 2-3 ] , 并结合实时成像技术, 直观地显示缺陷的
位置、 分布、 尺寸等信息。
1 基本原理
以插入式管座角焊缝接管内壁检测为例, 阐述
了带凸面声透镜的相控阵超声技术原理( 见图 1 ),
将凸面声透镜伸入接管内进行检测, 阵元沿轴向排
列, 采用相控阵电子线扫描方式, 聚焦点设置在角焊
缝外侧熔合线附近。由于透声楔块界面波的存在,
缺陷回波很可能被二次界面波干扰, 为此, 声束在楔
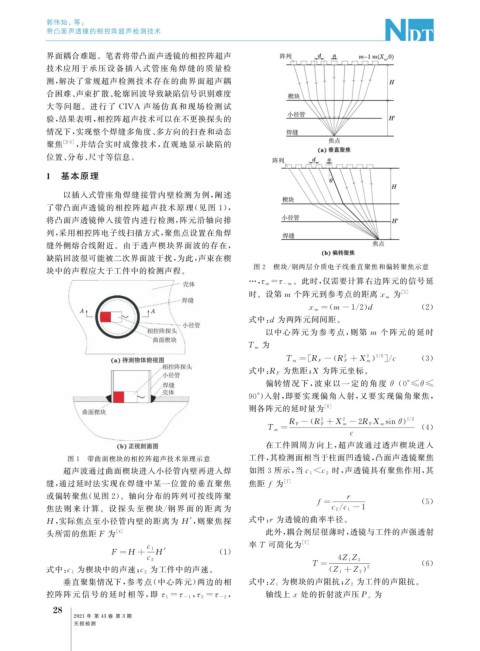
图 2 楔块 / 钢两层介质电子线垂直聚焦和偏转聚焦示意
块中的声程应大于工件中的检测声程。
。此时, 仅需要计算右边阵元的信号延
…, τ m =τ -m
为 [ 5 ]
时。设第 m 个阵元到参考点的距离x m
x m = m -1 / 2 ) d ( 2 )
(
式中: d 为两阵元间间距。
以中心阵元为参考 点, 则第 m 个阵 元 的 延 时
为
T m
1 / 2
[ ( 2 2 ) ]/ c ( 3 )
T m = R F - R F +X m
为焦距; X 为阵元坐标。
式中: R F
偏转情 况 下, 波 束 以 一 定 的 角 度 θ ( 0°≤ θ≤
90° ) 入射, 即要实现偏角入射, 又要实现偏角聚焦,
则各阵元的延时量为 [ 6 ]
2
1 / 2
2
R F - R F +X m -2R F X msinθ )
(
T m = ( 4 )
c
在工件圆周方向上, 超声波通过透声楔块进入
图 1 带曲面楔块的相控阵超声技术原理示意 工件, 其检测面相当于柱面凹透镜, 凸面声透镜聚焦
超声波通过曲面楔块进入小径管内壁再进入焊 如图 3 所示, 当c 1<c 2 时, 声透镜具有聚焦作用, 其
缝, 通过延时法实现在焊缝中某一位置的垂直聚焦 焦距 f 为 [ 7 ]
或偏转聚焦( 见图 2 )。轴向分布的阵列可按线阵聚 r
f = ( 5 )
焦法则 来 计 算。设 探 头 至 楔 块 / 钢 界 面 的 距 离 为 c 2 c 1 -1
/
H , 实际焦点至小径管内壁的距离为 H' , 则聚焦探 式中: r 为透镜的曲率半径。
头所需的焦距 F 为 [ 4 ] 此外, 耦合剂层很薄时, 透镜与工件的声强透射
率 T 可简化为 [ 7 ]
c 1
F =H + H' ( 1 )
c 2 4 Z 1 Z 2
T = ( 6 )
2
为工件中的声速。 )
式中: c 1 为楔块中的声速; c 2 ( Z 1 +Z 2
垂直聚集情况下, 参考点( 中心阵元) 两边的相 式中: Z 1 为楔块的声阻抗; Z 2 为工件的声阻抗。
, , 为
控阵阵 元 信 号 的 延 时 相 等, 即 τ 1 =τ -1 τ 2 =τ -2 轴线上x 处的折射波声压P x
8
2
2021 年 第 43 卷 第 3 期
无损检测