
Page 41 - 无损检测2025年第三期
P. 41
李运涛,等:
碳钢小口径接管焊缝切向正交线圈涡流检测试验分析
管焊缝表面开口裂纹的检测能力进行试验,得到如
下结论。
(1)TOC-ET的涡流信号相位不变,幅值随裂纹
深度的增加而增加,随提离的增加而减小,最大提离
可达到2. 0 mm。
(2)TOC-ET的碳钢焊缝表面开口横向裂纹和
纵向裂纹的涡流信号方向相反,为向上或向下;横向
裂纹和纵向裂纹容易检出,但焊趾位置的纵向裂纹
信号弱,对45°走向的裂纹不敏感。
(3)TOC-ET能够检出漆层厚度为0. 5 mm,尺
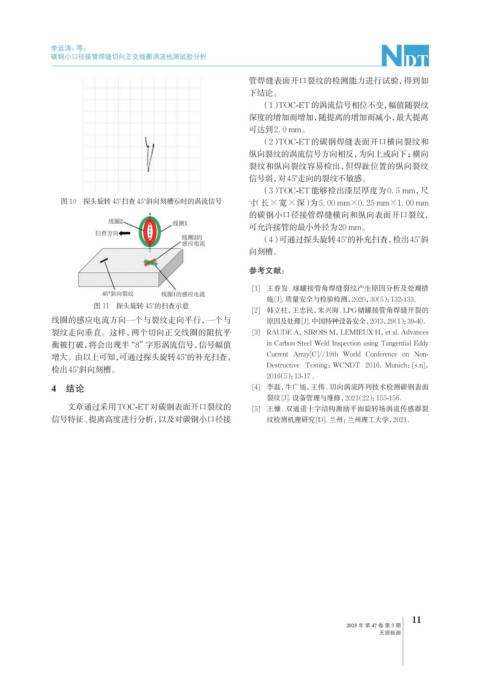
图 10 探头旋转 45°扫查 45°斜向刻槽⑥时的涡流信号 寸(长×宽×深)为5. 00 mm×0. 25 mm×1. 00 mm
的碳钢小口径接管焊缝横向和纵向表面开口裂纹,
可允许接管的最小外径为20 mm。
(4)可通过探头旋转45°的补充扫查,检出45°斜
向刻槽。
参考文献:
[1] 王春发. 球罐接管角焊缝裂纹产生原因分析及处理措
施[J]. 质量安全与检验检测,2020,30(5):132-133.
图 11 探头旋转 45°的扫查示意
[2] 韩立柱,王忠民,朱兴海. LPG储罐接管角焊缝开裂的
线圈的感应电流方向一个与裂纹走向平行,一个与 原因及处理[J]. 中国特种设备安全,2013,29(1):39-40.
裂纹走向垂直。这样,两个切向正交线圈的阻抗平 [3] RAUDE A,SIROIS M,LEMIEUX H,et al. Advances
衡被打破,将会出现半“8”字形涡流信号,信号幅值 in Carbon Steel Weld Inspection using Tangential Eddy
增大。由以上可知,可通过探头旋转45°的补充扫查, Current Array[C]//19th World Conference on Non-
Destructive Testing:WCNDT 2016. Munich:[s.n],
检出45°斜向刻槽。
2016(5):13-17 .
4 结论 [4] 李磊,牛广旭,王伟. 切向涡流阵列技术检测碳钢表面
裂纹[J]. 设备管理与维修,2021(22):155-156.
文章通过采用TOC-ET对碳钢表面开口裂纹的 [5] 王慷. 双通道十字结构激励平面旋转场涡流传感器裂
信号特征、提离高度进行分析,以及对碳钢小口径接 纹检测机理研究[D]. 兰州:兰州理工大学,2021.
11
2025 年 第 47 卷 第 3 期
无损检测