
Page 40 - 无损检测2025年第三期
P. 40
李运涛,等:
碳钢小口径接管焊缝切向正交线圈涡流检测试验分析
3.2 TOC-ET的碳钢焊缝裂纹涡流信号特征
碳钢焊缝刻槽试块中各刻槽的涡流信号
如图8所示, 可知,横向刻槽的信号图是向上的半“8”
字轨迹,纵向刻槽的信号图是向下的半“8”字轨迹。
母材的长刻槽信号的基础点是屏幕中心,而焊缝区
域缺陷的信号起点不是屏幕中心,这是由于焊冠区
域的结构和电磁特性与母材的不同,无缺陷区域两
个正交线圈的阻抗电压差分不等于0。另外,刻槽④
在焊趾位置,焊缝余高导致探头很难贴近缺陷,提离
图 7 碳钢刻槽试块各刻槽的提离 - 幅值曲线 过高,故信号幅值下降。
图 8 碳钢焊缝刻槽试块各刻槽的涡流信号
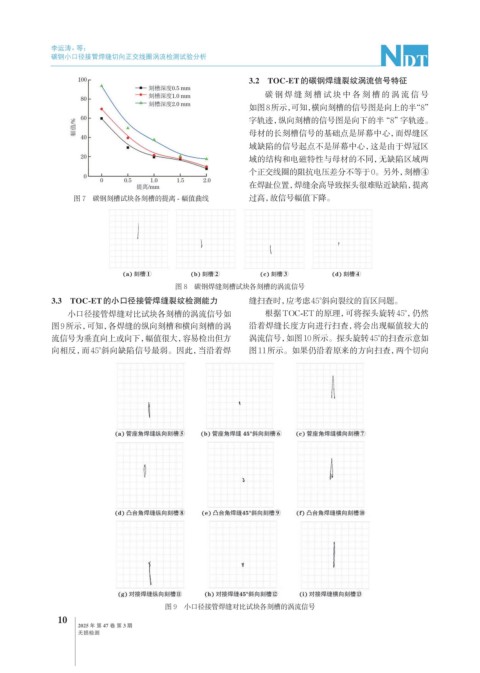
3.3 TOC-ET的小口径接管焊缝裂纹检测能力 缝扫查时,应考虑45°斜向裂纹的盲区问题。
小口径接管焊缝对比试块各刻槽的涡流信号如 根据TOC-ET的原理,可将探头旋转45°,仍然
图9所示,可知,各焊缝的纵向刻槽和横向刻槽的涡 沿着焊缝长度方向进行扫查,将会出现幅值较大的
流信号为垂直向上或向下,幅值很大,容易检出但方 涡流信号,如图10所示。探头旋转45°的扫查示意如
向相反,而45°斜向缺陷信号最弱。因此,当沿着焊 图11所示。如果仍沿着原来的方向扫查,两个切向
图 9 小口径接管焊缝对比试块各刻槽的涡流信号
10
2025 年 第 47 卷 第 3 期
无损检测