
Page 39 - 无损检测2025年第三期
P. 39
李运涛,等:
碳钢小口径接管焊缝切向正交线圈涡流检测试验分析
图 5 小口径接管焊缝刻槽试块实物及结构示意
表2 小口径接管焊缝刻槽试块的刻槽信息 mm mm),不同提离下的涡流信号幅值如表3所示,不同
刻槽 刻槽 刻槽尺寸 刻槽位置 提离下的涡流信号幅值曲线如图7所示。
编号 走向 长 宽 深 表3 各刻槽在不同提离下的涡流信号幅值 %
⑤ 纵向 5 0.25 1.0 管座角焊缝
提离/mm
⑥ 斜向 5 0.25 1.0 管座角焊缝 槽深/mm
0 0.5 1.0 1.5 2.0
⑦ 横向 5 0.25 1.0 管座角焊缝
0.5 60 37 21 17 10
⑧ 纵向 5 0.25 1.0 凸台角焊缝
1.0 70 38 25 18 16
⑨ 斜向 5 0.25 1.0 凸台角焊缝
2.0 90 42 37 21 17
⑩ 横向 5 0.25 1.0 凸台角焊缝
⑪ 纵向 5 0.25 1.0 小口径接管对接焊缝
由图 6 和图 7 可知,碳钢刻槽涡流信号都是垂
⑫ 斜向 5 0.25 1.0 小口径接管对接焊缝
⑬ 横向 5 0.25 1.0 小口径接管对接焊缝 直方向,信号相位变化不大,信号幅值随刻槽深度
增加而增加,随提离高度增加而减少,当提离高度
3 试验结果及讨论
达到 2. 0 mm时,0. 5 mm深度刻槽的信号幅值达
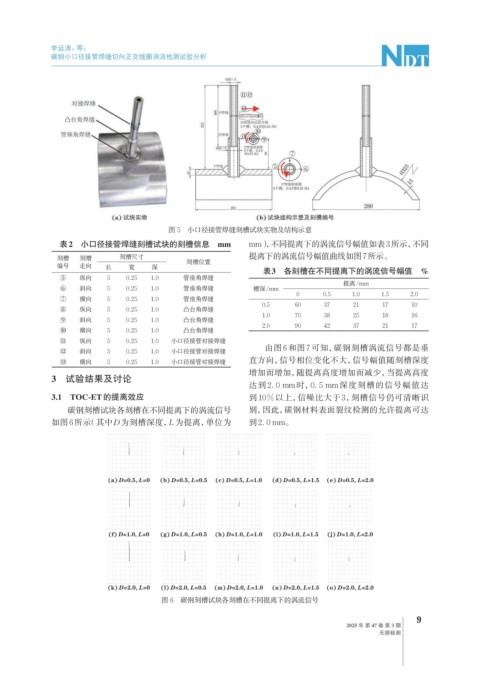
3.1 TOC-ET的提离效应 到 10%以上,信噪比大于 3,刻槽信号仍可清晰识
碳钢刻槽试块各刻槽在不同提离下的涡流信号 别,因此,碳钢材料表面裂纹检测的允许提离可达
如图6所示 (其中D为刻槽深度, L为提离,单位为 到2. 0 mm。
图 6 碳钢刻槽试块各刻槽在不同提离下的涡流信号
9
2025 年 第 47 卷 第 3 期
无损检测