
Page 37 - 无损检测2025年第三期
P. 37
李运涛,等:
碳钢小口径接管焊缝切向正交线圈涡流检测试验分析
连接;小口径接管对接焊缝用于连接仪表。小口径 后的阻抗电压等于0,因此输出的信号位于平衡点
接管焊缝通常采用手工电弧焊,焊接表面粗糙,为了 位置。当检测过程中遇到与扫查方向垂直的横向裂
防止腐蚀,接管部位都会涂有绝缘防腐漆,漆层厚度 纹时,横向裂纹走向与线圈1的感应电流方向垂直,
并不均匀。据报道,在役承压设备的小口径接管焊 由于刻槽的电阻率大于金属的电阻率,因此,线圈1
缝部位经常出现裂纹类缺陷 [1-2] 。 的感应电流流动路径受到阻碍,将会从刻槽的两端
由于带有漆层,传统的磁粉检测方法和渗透检 或底部金属流过,感应电流路径的改变会使得线圈
测方法无法实施检测,但电磁涡流检测技术可以,且 1的涡流信号发生变化,横向裂纹走向与线圈2的感
不会产生太多的干扰信号。由于管座结构复杂、小 应电流一致,对其阻碍性很小,因此,线圈2的涡流
口径接管曲率大、焊缝表面粗糙,普通涡流探头中的 信号不变,两个线圈的阻抗响应失去平衡,信号差分
涡流线圈中心线与被检工件表面平行,对提离不敏 后的阻抗电压信号不等于0,便会出现向上的半“8”
感,但对裂纹走向的敏感性高,通常用于检测碳钢焊 字形的缺陷信号(规定线圈1阻抗减去线圈2的差分
缝 [3-4] 。文章采用切向正交线圈涡流检测技术(Eddy 信号为正)。同样,纵向裂纹会阻碍线圈2的感应电
current technique with tangential and orthogonal coils, 流,引起线圈2阻抗响应的变化,但纵向裂纹对线圈
以下简称TOC-ET)对碳钢小口径接管焊缝的裂纹 1感应电流的影响不大,两个切向线圈的阻抗响应失
进行检测。 去平衡,信号差分后便会呈现出向下的半“8”字形。
45°斜向裂纹对于线圈1和线圈2的感应电流的阻碍
1 TOC-ET的工作原理
效果正好相同,导致两个切向线圈的阻抗响应都发
TOC-ET基于电磁感应原理,遵循麦克斯韦方 生相同的变化,依然达到平衡,差分后的阻抗电压等
程。电磁场的计算满足时谐电磁场的复函数形式的 于0,缺陷信号位于平衡点位置。
麦克斯韦方程组。 由切向正交涡流线圈的工作原理可知,当出现
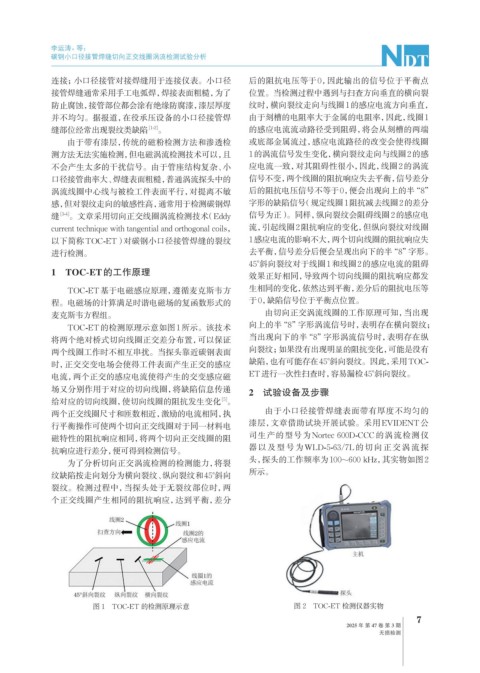
TOC-ET的检测原理示意如图1所示。该技术 向上的半“8”字形涡流信号时,表明存在横向裂纹;
将两个绝对桥式切向线圈正交差分布置,可以保证 当出现向下的半“8”字形涡流信号时,表明存在纵
两个线圈工作时不相互串扰。当探头靠近碳钢表面 向裂纹;如果没有出现明显的阻抗变化,可能是没有
缺陷,也有可能存在45°斜向裂纹。因此, 采用TOC-
时,正交交变电场会使得工件表面产生正交的感应
电流,两个正交的感应电流使得产生的交变感应磁 ET进行一次性扫查时, 容易漏检45°斜向裂纹。
场又分别作用于对应的切向线圈,将缺陷信息传递 2 试验设备及步骤
给对应的切向线圈,使切向线圈的阻抗发生变化 。
[5]
两个正交线圈尺寸和匝数相近,激励的电流相同,执 由于小口径接管焊缝表面带有厚度不均匀的
行平衡操作可使两个切向正交线圈对于同一材料电 漆层,文章借助试块开展试验。采用EVIDENT公
磁特性的阻抗响应相同,将两个切向正交线圈的阻 司生产的型号为Nortec 600D-CCC的涡流检测仪
抗响应进行差分,便可得到检测信号。 器以及型号为WLD-5-63/7L的切向正交涡流探
为了分析切向正交涡流检测的检测能力,将裂 头,探头的工作频率为100~600 kHz,其实物如图2
纹缺陷按走向划分为横向裂纹、纵向裂纹和45°斜向 所示。
裂纹。检测过程中,当探头处于无裂纹部位时,两
个正交线圈产生相同的阻抗响应,达到平衡,差分
图 1 TOC-ET 的检测原理示意 图 2 TOC-ET 检测仪器实物
7
2025 年 第 47 卷 第 3 期
无损检测