
Page 38 - 无损检测2025年第三期
P. 38
李运涛,等:
碳钢小口径接管焊缝切向正交线圈涡流检测试验分析
2.1 TOC-ET的提离效应 方向垂直于刻槽长度方向,分别采集3条刻槽的涡
试块为带有 4 张绝缘薄片的碳钢刻槽板,其 流检测信号;然后,依次减少绝缘薄片的数量,提离
材料为美国钢材牌号4340(相当于中国钢材牌号 高度分别为1. 5,1. 0,0. 5,0 mm,分别采集刻槽的
40CrNi2Mo),刻槽的深度分别为0. 5,1. 0,2. 0 mm, 涡流检测信号,观察涡流信号特征的变化情况,测量
绝缘薄片单张厚度为0. 5 mm,用于模拟防腐漆层,其 涡流信号的幅值,并制作不同提离高度下各刻槽的
实物如图3所示(“+”标记为正交探头,箭头为扫查 幅值曲线。
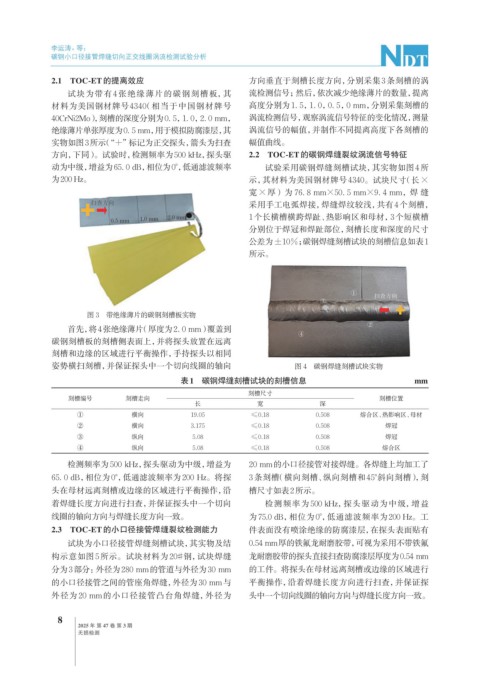
方向,下同)。试验时,检测频率为500 kHz,探头驱 2.2 TOC-ET的碳钢焊缝裂纹涡流信号特征
动为中级,增益为65. 0 dB,相位为0°,低通滤波频率 试验采用碳钢焊缝刻槽试块,其实物如图4所
为200 Hz。 示,其材料为美国钢材牌号4340。试块尺寸(长×
宽 × 厚)为 76. 8 mm×50. 5 mm×9. 4 mm,焊 缝
采用手工电弧焊接,焊缝焊纹较浅,共有4个刻槽,
1个长横槽横跨焊趾、热影响区和母材,3个短横槽
分别位于焊冠和焊趾部位,刻槽长度和深度的尺寸
公差为±10%;碳钢焊缝刻槽试块的刻槽信息如表1
所示。
图 3 带绝缘薄片的碳钢刻槽板实物
首先,将4张绝缘薄片 (厚度为2. 0 mm)覆盖到
碳钢刻槽板的刻槽侧表面上,并将探头放置在远离
刻槽和边缘的区域进行平衡操作,手持探头以相同
姿势横扫刻槽,并保证探头中一个切向线圈的轴向 图 4 碳钢焊缝刻槽试块实物
表1 碳钢焊缝刻槽试块的刻槽信息 mm
刻槽尺寸
刻槽编号 刻槽走向 刻槽位置
长 宽 深
① 横向 19.05 ≤0.18 0.508 熔合区、热影响区、母材
② 横向 3.175 ≤0.18 0.508 焊冠
③ 纵向 5.08 ≤0.18 0.508 焊冠
④ 纵向 5.08 ≤0.18 0.508 熔合区
检测频率为500 kHz,探头驱动为中级,增益为 20 mm的小口径接管对接焊缝。各焊缝上均加工了
65. 0 dB,相位为0°, 低通滤波频率为200 Hz。将探 3条刻槽 (横向刻槽、纵向刻槽和45°斜向刻槽),刻
头在母材远离刻槽或边缘的区域进行平衡操作,沿 槽尺寸如表2所示。
着焊缝长度方向进行扫查,并保证探头中一个切向 检测频率为 500 kHz,探头驱动为中级,增益
线圈的轴向方向与焊缝长度方向一致。 为75.0 dB,相位为0°,低通滤波频率为200 Hz。工
2.3 TOC-ET的小口径接管焊缝裂纹检测能力 件表面没有喷涂绝缘的防腐漆层,在探头表面贴有
试块为小口径接管焊缝刻槽试块,其实物及结 0.54 mm厚的铁氟龙耐磨胶带,可视为采用不带铁氟
构示意如图 5 所示。试块材料为 20#钢,试块焊缝 龙耐磨胶带的探头直接扫查防腐漆层厚度为0.54 mm
分为3部分:外径为280 mm的管道与外径为30 mm 的工件。将探头在母材远离刻槽或边缘的区域进行
的小口径接管之间的管座角焊缝,外径为30 mm与 平衡操作,沿着焊缝长度方向进行扫查,并保证探
外径为 20 mm的小口径接管凸台角焊缝,外径为 头中一个切向线圈的轴向方向与焊缝长度方向一致。
8
2025 年 第 47 卷 第 3 期
无损检测