
Page 91 - 无损检测2025年第二期
P. 91
王亚俊,等:
超声 C 扫描图像在水冷基板焊合率计算中的应用
表1 超声C扫描设备参数
项目 参数
扫描速度/mm · min −1 2 000
波形 纵波
声波重复频率/kHz 3
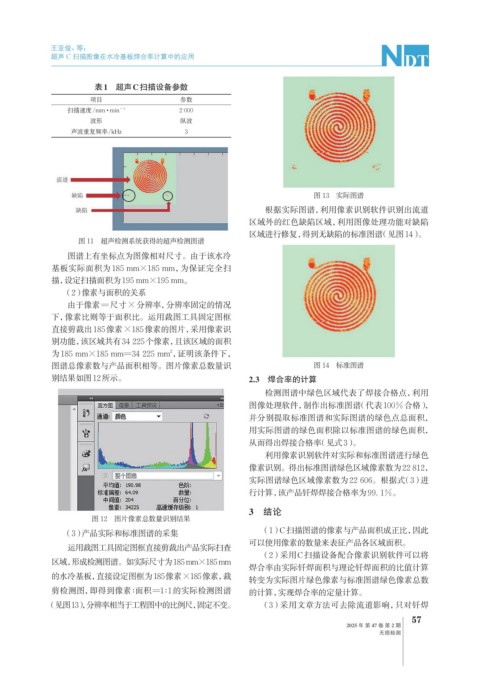
图 13 实际图谱
根据实际图谱,利用像素识别软件识别出流道
区域外的红色缺陷区域,利用图像处理功能对缺陷
区域进行修复,得到无缺陷的标准图谱(见图14)。
图 11 超声检测系统获得的超声检测图谱
图谱上有坐标点为图像相对尺寸。由于该水冷
基板实际面积为185 mm×185 mm,为保证完全扫
描,设定扫描面积为195 mm×195 mm。
(2)像素与面积的关系
由于像素=尺寸×分辨率,分辨率固定的情况
下,像素比则等于面积比。运用裁图工具固定图框
直接剪裁出185像素×185像素的图片,采用像素识
别功能,该区域共有34 225个像素,且该区域的面积
2
为185 mm×185 mm=34 225 mm ,证明该条件下,
图谱总像素数与产品面积相等。图片像素总数量识 图 14 标准图谱
别结果如图12所示。 2.3 焊合率的计算
检测图谱中绿色区域代表了焊接合格点,利用
图像处理软件,制作出标准图谱(代表100%合格),
并分别提取标准图谱和实际图谱的绿色点总面积,
用实际图谱的绿色面积除以标准图谱的绿色面积,
从而得出焊接合格率(见式3)。
利用像素识别软件对实际和标准图谱进行绿色
像素识别。得出标准图谱绿色区域像素数为22 812,
实际图谱绿色区域像素数为22 606。根据式(3)进
行计算,该产品钎焊焊接合格率为99. 1%。
3 结论
图 12 图片像素总数量识别结果
(3)产品实际和标准图谱的采集 (1)C扫描图谱的像素与产品面积成正比,因此
可以使用像素的数量来表征产品各区域面积。
运用裁图工具固定图框直接剪裁出产品实际扫查
(2)采用C扫描设备配合像素识别软件可以将
区域,形成检测图谱。如实际尺寸为185 mm×185 mm
焊合率由实际钎焊面积与理论钎焊面积的比值计算
的水冷基板,直接设定图框为185像素×185像素,裁
转变为实际图片绿色像素与标准图谱绿色像素总数
剪检测图,即得到像素∶面积=1∶1的实际检测图谱 的计算,实现焊合率的定量计算。
(见图13),分辨率相当于工程图中的比例尺,固定不变。 (3)采用文章方法可去除流道影响,只对钎焊
57
2025 年 第 47 卷 第 2 期
无损检测