
Page 114 - 无损检测2025年第二期
P. 114
胡振龙,等:
制氢吸附塔疲劳开裂的在线检测
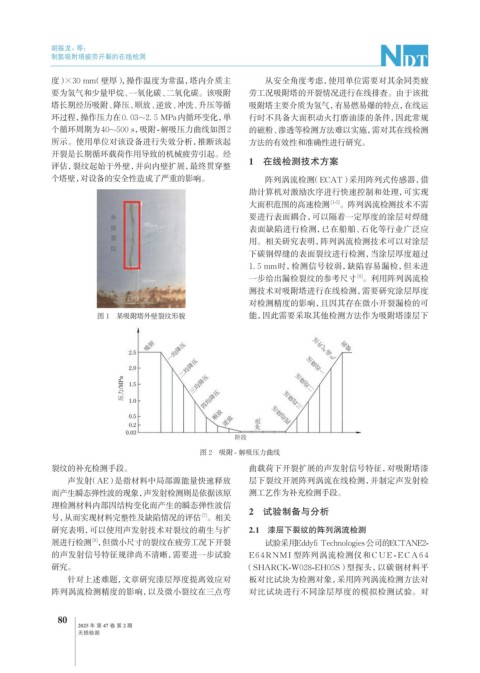
度) ×30 mm(壁厚),操作温度为常温,塔内介质主 从安全角度考虑,使用单位需要对其余同类疲
要为氢气和少量甲烷、一氧化碳、二氧化碳。该吸附 劳工况吸附塔的开裂情况进行在线排查。由于该批
塔长期经历吸附、降压、顺放、逆放、冲洗、升压等循 吸附塔主要介质为氢气,有易燃易爆的特点,在线运
环过程,操作压力在0. 03~2. 5 MPa内循环变化,单 行时不具备大面积动火打磨油漆的条件,因此常规
个循环周期为40~500 s,吸附-解吸压力曲线如图2 的磁粉、渗透等检测方法难以实施,需对其在线检测
所示。使用单位对该设备进行失效分析,推断该起 方法的有效性和准确性进行研究。
开裂是长期循环载荷作用导致的机械疲劳引起。经
评估,裂纹起始于外壁,并向内壁扩展,最终贯穿整 1 在线检测技术方案
个塔壁,对设备的安全性造成了严重的影响。 阵列涡流检测(ECAT)采用阵列式传感器,借
助计算机对激励次序进行快速控制和处理,可实现
大面积范围的高速检测 [1-5] 。阵列涡流检测技术不需
要进行表面耦合,可以隔着一定厚度的涂层对焊缝
表面缺陷进行检测,已在船舶、石化等行业广泛应
用。相关研究表明,阵列涡流检测技术可以对涂层
下碳钢焊缝的表面裂纹进行检测,当涂层厚度超过
1. 5 mm时,检测信号较弱,缺陷容易漏检,但未进
[6]
一步给出漏检裂纹的参考尺寸 。利用阵列涡流检
测技术对吸附塔进行在线检测,需要研究涂层厚度
对检测精度的影响,且因其存在微小开裂漏检的可
图 1 某吸附塔外壁裂纹形貌 能,因此需要采取其他检测方法作为吸附塔漆层下
图 2 吸附 - 解吸压力曲线
裂纹的补充检测手段。 曲载荷下开裂扩展的声发射信号特征,对吸附塔漆
声发射(AE)是指材料中局部源能量快速释放 层下裂纹开展阵列涡流在线检测,并制定声发射检
而产生瞬态弹性波的现象,声发射检测则是依据该原 测工艺作为补充检测手段。
理检测材料内部因结构变化而产生的瞬态弹性波信
号,从而实现材料完整性及缺陷情况的评估 。相关 2 试验制备与分析
[7]
研究表明,可以使用声发射技术对裂纹的萌生与扩 2.1 漆层下裂纹的阵列涡流检测
展进行检测 ,但微小尺寸的裂纹在疲劳工况下开裂 试验采用Eddyfi Technologies 公司的ECTANE2-
[8]
的声发射信号特征规律尚不清晰,需要进一步试验 E64RNMI 型阵列涡流检测仪和 CUE - ECA64
研究。 (SHARCK-W028-EH05S)型探头,以碳钢材料平
针对上述难题,文章研究漆层厚度提离效应对 板对比试块为检测对象,采用阵列涡流检测方法对
阵列涡流检测精度的影响,以及微小裂纹在三点弯 对比试块进行不同涂层厚度的模拟检测试验。对
80
2025 年 第 47 卷 第 2 期
无损检测