
Page 39 - 无损检测2024年第九期
P. 39
李途岩,等:
SUPER304/T92 异种钢焊接件热老化的涡流检测
图 6 热老化时间为 1 587 h 时,试件焊接接口不同区域的金相组织图像
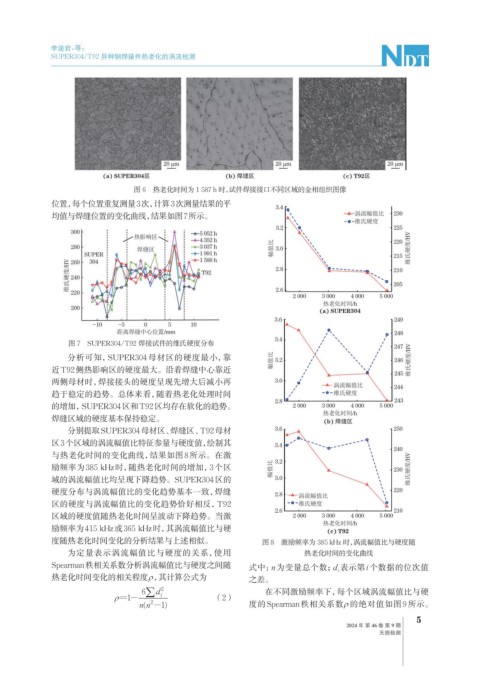
位置,每个位置重复测量3次,计算3次测量结果的平
均值与焊缝位置的变化曲线,结果如图7所示。
图 7 SUPER304/T92 焊接试件的维氏硬度分布
分析可知,SUPER304 母材区的硬度最小,靠
近T92侧热影响区的硬度最大。沿着焊缝中心靠近
两侧母材时,焊接接头的硬度呈现先增大后减小再
趋于稳定的趋势。总体来看,随着热老化处理时间
的增加,SUPER304区和T92区均存在软化的趋势。
焊缝区域的硬度基本保持稳定。
分别提取SUPER304母材区、焊缝区、T92母材
区3个区域的涡流幅值比特征参量与硬度值,绘制其
与热老化时间的变化曲线,结果如图8所示。在激
励频率为385 kHz时,随热老化时间的增加,3个区
域的涡流幅值比均呈现下降趋势。SUPER304区的
硬度分布与涡流幅值比的变化趋势基本一致,焊缝
区的硬度与涡流幅值比的变化趋势恰好相反,T92
区域的硬度值随热老化时间呈波动下降趋势。当激
励频率为415 kHz或365 kHz时,其涡流幅值比与硬
度随热老化时间变化的分析结果与上述相似。 图 8 激励频率为 385 kHz 时,涡流幅值比与硬度随
为定量表示涡流幅值比与硬度的关系,使用 热老化时间的变化曲线
Spearman秩相关系数分析涡流幅值比与硬度之间随 式中:n为变量总个数;d 表示第i个数据的位次值
i
热老化时间变化的相关程度ρ,其计算公式为 之差。
6 d 2 在不同激励频率下,每个区域涡流幅值比与硬
ρ =1- i (2)
nn 2 度的Spearman秩相关系数ρ 的绝对值如图 9 所示。
( -1)
5
2024 年 第 46 卷 第 9 期
无损检测