
Page 36 - 无损检测2024年第九期
P. 36
李途岩,等:
SUPER304/T92 异种钢焊接件热老化的涡流检测
受热面管道早期开裂 ,从而威胁机组的安全运行。 将涡流检测线圈置于被测材料表面,材料特征对涡
[5]
因此,异种钢焊接接头的热老化检测成为超(超)临 流的扰动作用会通过线圈的阻抗Z表现出来。因此,
界机组研究中的一个重点问题,发展快速、有效的异 可以通过拾取涡流阻抗信号来反映被测试件的材料
[6]
种钢焊接接头热老化检测方法具有重要意义 。 特征。
异种钢焊接接头热老化的无损检测方法主要有超 影响线圈阻抗Z 的因素有多种,被测试件的电
声导波法、X射线法和电磁检测法。超声导波法具有 导率ρ 与磁导率μ、涡流激励频率f、传感器提离距离
灵敏度高、检测深度大的特点,常用于钢件焊缝内部的 d以及检测试件厚度x等均会对涡流阻抗产生影响,
缺陷检测,但受限于超声波的传播特性,较难反映出材 可用式(1)表示
f
F
dx
ρ
μ
料的热老化程度。X射线法常被用于钢件微观结构检 Z = ( , , ,, ) (1)
测中,有较高的检测精度,但检测成本高、检测效率低, 2 涡流检测试验系统与试件制备
而且对检测试件的表面形态要求较为严格。
涡流检测技术是一种金属材料电磁无损检测 2.1 涡流检测试验系统
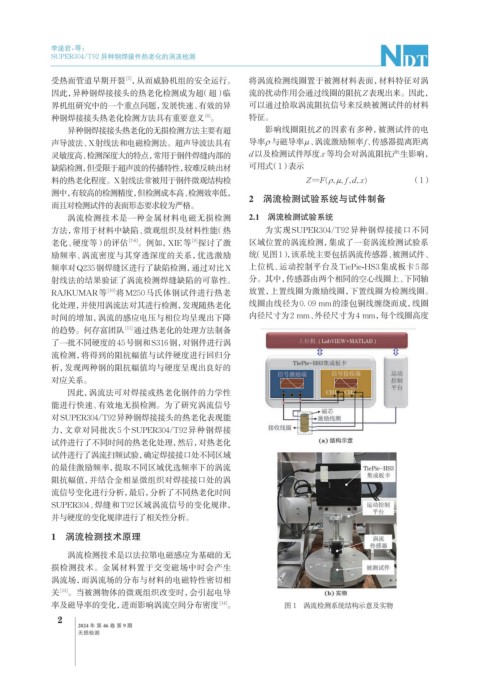
方法,常用于材料中缺陷、微观组织及材料性能(热 为实现SUPER304/T92 异种钢焊接接口不同
老化、硬度等)的评估 [7-8] 。例如,XIE等 探讨了激 区域位置的涡流检测,集成了一套涡流检测试验系
[9]
励频率、涡流密度与其穿透深度的关系,优选激励 统(见图1),该系统主要包括涡流传感器、被测试件、
频率对Q235钢焊缝区进行了缺陷检测,通过对比X 上位机、运动控制平台及TiePie-HS3集成板卡5部
射线法的结果验证了涡流检测焊缝缺陷的可靠性。 分。其中,传感器由两个相同的空心线圈上、下同轴
RAJKUMAR等 [10] 将M250马氏体钢试件进行热老 放置,上置线圈为激励线圈,下置线圈为检测线圈。
化处理,并使用涡流法对其进行检测,发现随热老化 线圈由线径为0. 09 mm的漆包铜线缠绕而成,线圈
时间的增加,涡流的感应电压与相位均呈现出下降 内径尺寸为2 mm、外径尺寸为4 mm,每个线圈高度
的趋势。何存富团队 [11] 通过热老化的处理方法制备
了一批不同硬度的45号钢和S316钢,对钢件进行涡
流检测,将得到的阻抗幅值与试件硬度进行回归分
析,发现两种钢的阻抗幅值均与硬度呈现出良好的
对应关系。
因此,涡流法可对焊接或热老化钢件的力学性
能进行快速、有效地无损检测。为了研究涡流信号
对SUPER304/T92异种钢焊接接头的热老化表现能
力,文章对同批次5个SUPER304/T92异种钢焊接
试件进行了不同时间的热老化处理,然后,对热老化
试件进行了涡流扫频试验,确定焊接接口处不同区域
的最佳激励频率,提取不同区域优选频率下的涡流
阻抗幅值,并结合金相显微组织对焊接接口处的涡
流信号变化进行分析,最后,分析了不同热老化时间
SUPER304、焊缝和T92区域涡流信号的变化规律,
并与硬度的变化规律进行了相关性分析。
1 涡流检测技术原理
涡流检测技术是以法拉第电磁感应为基础的无
损检测技术。金属材料置于交变磁场中时会产生
涡流场,而涡流场的分布与材料的电磁特性密切相
关 [13] 。当被测物体的微观组织改变时,会引起电导
率及磁导率的变化,进而影响涡流空间分布密度 [14] 。 图 1 涡流检测系统结构示意及实物
2
2024 年 第 46 卷 第 9 期
无损检测