
Page 37 - 无损检测2024年第九期
P. 37
李途岩,等:
SUPER304/T92 异种钢焊接件热老化的涡流检测
为6 mm,匝数约为500匝。线圈内垂直放置锰锌铁 对试件进行线扫描:以焊缝中心点O为基准,向
氧体磁芯以提高涡流检测的灵敏度。 x轴正负两方向对称取点进行涡流检测;在距O点
TiePie-HS3集成板卡由可编程信号发生器和双 10~20 mm位置范围内每间隔5 mm取点检测,在距
通道采集卡组成。在涡流检测系统中,其激励信号 O点0~10 mm位置范围内每间隔0. 5 mm取点检测,
端发出高频正弦信号的同时接入CH1接收通道,接 检测路径共40 mm。采集多激励频率下的涡流信号,
收线圈采集到的涡流信号则接入CH2 通道。对采 并根据测试结果选择最优激励信号。涡流扫描激励
集到的涡流信号进行傅里叶变换提取激励频率对应 频率为200~700 kHz,扫频步长为5 kHz,激励幅值
的涡流幅值,并采用涡流幅值比作为涡流信号的特 为5 V。
#
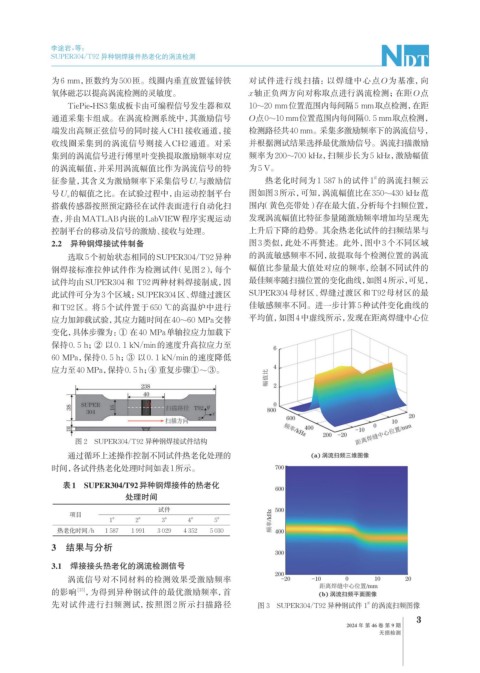
征参量,其含义为激励频率下采集信号U i 与激励信 热老化时间为1 587 h的试件1 的涡流扫频云
号U o 的幅值之比。在试验过程中,由运动控制平台 图如图3所示,可知,涡流幅值比在350~430 kHz范
搭载传感器按照预定路径在试件表面进行自动化扫 围内(黄色亮带处)存在最大值,分析每个扫频位置,
查,并由MATLAB内嵌的LabVIEW程序实现运动 发现涡流幅值比特征参量随激励频率增加均呈现先
控制平台的移动及信号的激励、接收与处理。 上升后下降的趋势。其余热老化试件的扫频结果与
2.2 异种钢焊接试件制备 图3类似,此处不再赘述。此外,图中3个不同区域
选取5个初始状态相同的SUPER304/T92异种 的涡流敏感频率不同,故提取每个检测位置的涡流
钢焊接标准拉伸试件作为检测试件(见图2),每个 幅值比参量最大值处对应的频率,绘制不同试件的
试件均由SUPER304和 T92两种材料焊接制成,因 最佳频率随扫描位置的变化曲线,如图4所示, 可见,
此试件可分为3个区域:SUPER304区、焊缝过渡区 SUPER304母材区、焊缝过渡区和T92母材区的最
和T92区。将5个试件置于650 ℃的高温炉中进行 佳敏感频率不同。进一步计算5种试件变化曲线的
应力加卸载试验,其应力随时间在40~60 MPa交替 平均值,如图4中虚线所示,发现在距离焊缝中心位
变化,具体步骤为:① 在40 MPa单轴拉应力加载下
保持0. 5 h;② 以0. 1 kN/min的速度升高拉应力至
60 MPa,保持0. 5 h;③ 以0. 1 kN/min的速度降低
应力至40 MPa,保持0. 5 h;④ 重复步骤①~③。
图 2 SUPER304/T92 异种钢焊接试件结构
通过循环上述操作控制不同试件热老化处理的
时间,各试件热老化处理时间如表1所示。
表1 SUPER304/T92异种钢焊接件的热老化
处理时间
试件
项目
1 # 2 # 3 # 4 # 5 #
热老化时间/h 1 587 1 991 3 029 4 352 5 030
3 结果与分析
3.1 焊接接头热老化的涡流检测信号
涡流信号对不同材料的检测效果受激励频率
的影响 [15] ,为得到异种钢试件的最优激励频率,首
先对试件进行扫频测试,按照图 2 所示扫描路径 图 3 SUPER304/T92 异种钢试件 1 的涡流扫频图像
#
3
2024 年 第 46 卷 第 9 期
无损检测