
Page 119 - 无损检测2024年第八期
P. 119
项小强,等:
基于交流电磁场的支管角焊缝表面缺陷检测系统
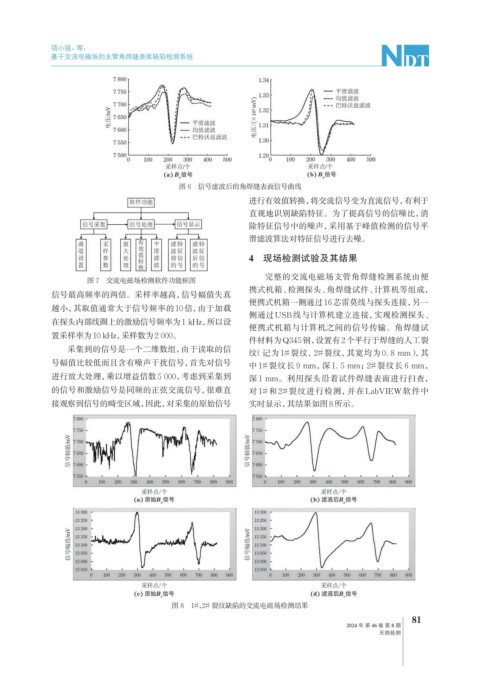
图 6 信号滤波后的角焊缝表面信号曲线
进行有效值转换,将交流信号变为直流信号,有利于
直观地识别缺陷特征。为了提高信号的信噪比,消
除特征信号中的噪声,采用基于峰值检测的信号平
滑滤波算法对特征信号进行去噪。
4 现场检测试验及其结果
完整的交流电磁场支管角焊缝检测系统由便
图 7 交流电磁场检测软件功能框图
携式机箱、检测探头、角焊缝试件、计算机等组成,
信号最高频率的两倍。采样率越高,信号幅值失真
便携式机箱一侧通过16芯雷莫线与探头连接, 另一
越小,其取值通常大于信号频率的10倍,由于加载
侧通过USB线与计算机建立连接,实现检测探头、
在探头内部线圈上的激励信号频率为1 kHz,所以设
便携式机箱与计算机之间的信号传输。角焊缝试
置采样率为10 kHz,采样数为2 000。
件材料为Q345钢, 设置有2个平行于焊缝的人工裂
采集到的信号是一个二维数组,由于读取的信
纹(记为 1# 裂纹,2# 裂纹,其宽均为 0. 8 mm),其
号幅值比较低而且含有噪声干扰信号,首先对信号 中 1# 裂纹长 9 mm,深 1. 5 mm;2# 裂纹长 6 mm,
进行放大处理,乘以增益倍数5 000,考虑到采集到 深 1 mm。利用探头沿着试件焊缝表面进行扫查,
的信号和激励信号是同频的正弦交流信号,很难直 对 1# 和 2# 裂纹进行检测,并在 LabVIEW 软件中
接观察到信号的畸变区域,因此,对采集的原始信号 实时显示,其结果如图8所示。
图 8 1#,2# 裂纹缺陷的交流电磁场检测结果
81
2024 年 第 46 卷 第 8 期
无损检测