
Page 91 - 无损检测2024年第七期
P. 91
杨艳滨,等:
相控阵超声检测技术在板材中的应用
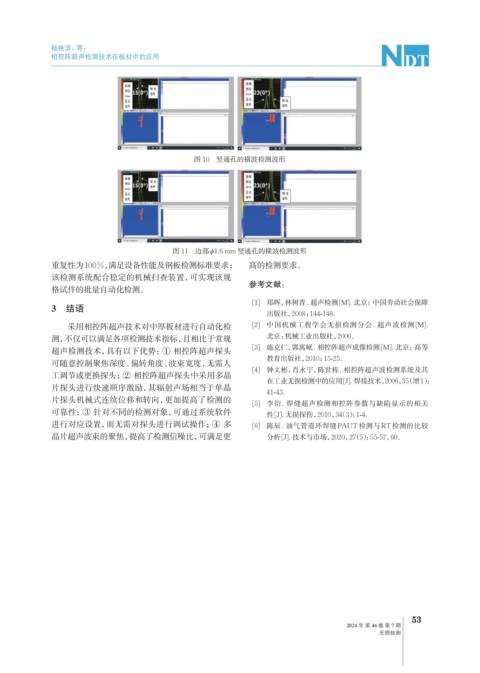
图 10 竖通孔的横波检测波形
图 11 边部φ1.6 mm 竖通孔的横波检测波形
重复性为100%,满足设备性能及钢板检测标准要求; 高的检测要求。
该检测系统配合稳定的机械扫查装置,可实现该规
参考文献:
格试件的批量自动化检测。
[1] 郑晖,林树青. 超声检测[M]. 北京:中国劳动社会保障
3 结语
出版社,2008:144-148.
采用相控阵超声技术对中厚板材进行自动化检 [2] 中国机械工程学会无损检测分会. 超声波检测[M].
测,不仅可以满足各项检测技术指标,且相比于常规 北京:机械工业出版社,2000.
[3] 施克仁,郭寓岷. 相控阵超声成像检测[M]. 北京:高等
超声检测技术,具有以下优势:① 相控阵超声探头
教育出版社,2010:15-25.
可随意控制聚焦深度、偏转角度、波束宽度,无需人
[4] 钟文彬,肖永宁,陈世栋. 相控阵超声波检测系统及其
工调节或更换探头;② 相控阵超声探头中采用多晶
在工业无损检测中的应用[J]. 焊接技术,2006,35 (增1):
片探头进行快速顺序激励,其辐射声场相当于单晶
41-43.
片探头机械式连续位移和转向,更加提高了检测的 [5] 李衍. 焊缝超声检测相控阵参数与缺陷显示的相关
可靠性;③ 针对不同的检测对象,可通过系统软件 性[J]. 无损探伤,2010,34(3):1-4.
进行对应设置,而无需对探头进行调试操作;④ 多 [6] 陈辰. 油气管道环焊缝PAUT检测与RT检测的比较
晶片超声波束的聚焦,提高了检测信噪比,可满足更 分析[J]. 技术与市场,2020,27(5):55-57,60.
53
2024 年 第 46 卷 第 7 期
无损检测