
Page 67 - 无损检测2024年第七期
P. 67
李 平,等:
压水堆核燃料棒环焊缝及堵孔点的数字射线检测
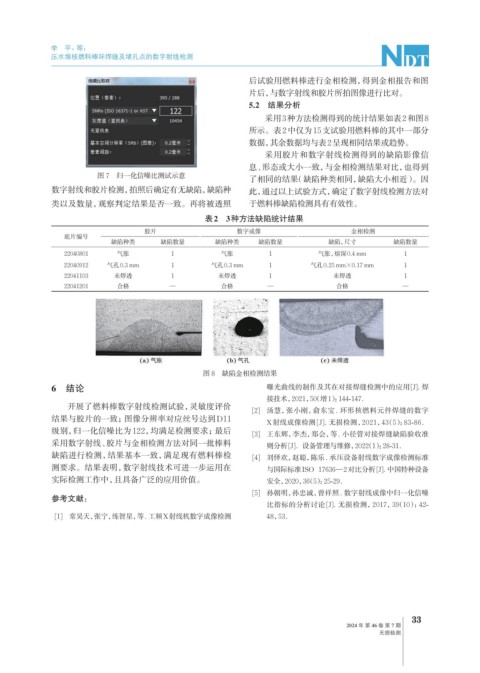
后试验用燃料棒进行金相检测,得到金相报告和图
片后,与数字射线和胶片所拍图像进行比对。
5.2 结果分析
采用3种方法检测得到的统计结果如表2和图8
所示。表2中仅为15支试验用燃料棒的其中一部分
数据,其余数据均与表2呈现相同结果或趋势。
采用胶片和数字射线检测得到的缺陷影像信
息、形态或大小一致,与金相检测结果对比,也得到
图 7 归一化信噪比测试示意
了相同的结果(缺陷种类相同,缺陷大小相近)。因
数字射线和胶片检测,拍照后确定有无缺陷,缺陷种 此,通过以上试验方式,确定了数字射线检测方法对
类以及数量,观察判定结果是否一致。再将被透照 于燃料棒缺陷检测具有有效性。
表2 3种方法缺陷统计结果
胶片 数字成像 金相检测
底片编号
缺陷种类 缺陷数量 缺陷种类 缺陷数量 缺陷,尺寸 缺陷数量
22040801 气胀 1 气胀 1 气胀,熔深0.4 mm 1
22040912 气孔0.3 mm 1 气孔0.3 mm 1 气孔0.25 mm×0.17 mm 1
22041103 未焊透 1 未焊透 1 未焊透 1
22041201 合格 — 合格 — 合格 —
图 8 缺陷金相检测结果
6 结论 曝光曲线的制作及其在对接焊缝检测中的应用[J]. 焊
接技术,2021,50(增1):144-147.
开展了燃料棒数字射线检测试验,灵敏度评价
[2] 汤慧,张小刚,俞东宝 . 环形核燃料元件焊缝的数字
结果与胶片的一致;图像分辨率对应丝号达到 D11 X 射线成像检测 [J]. 无损检测,2021,43(5):83-86.
级别,归一化信噪比为122,均满足检测要求;最后 [3] 王东辉,李杰,郑会,等. 小径管对接焊缝缺陷验收准
采用数字射线、胶片与金相检测方法对同一批棒料 则分析[J].设备管理与维修,2022(1):28-31.
缺陷进行检测,结果基本一致,满足现有燃料棒检 [4] 刘怿欢,赵聪,陈乐. 承压设备射线数字成像检测标准
测要求。结果表明,数字射线技术可进一步运用在 与国际标准ISO 17636—2对比分析[J]. 中国特种设备
实际检测工作中,且具备广泛的应用价值。 安全,2020,36(5):25-29.
[5] 孙朝明,孙忠诚,曾祥照. 数字射线成像中归一化信噪
参考文献:
比指标的分析讨论 [J]. 无损检测,2017,39(10):42-
[1] 常昊天,张宁,练智星,等. 工频X射线机数字成像检测 48,53.
33
2024 年 第 46 卷 第 7 期
无损检测