
Page 109 - 无损检测2024年第七期
P. 109
李 涛,等:
长输管道自动焊对接环焊缝熔铜裂纹的检测与判定
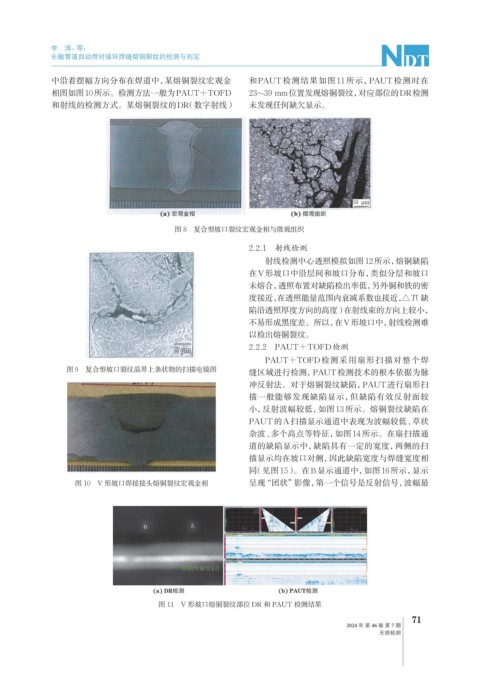
中沿着摆幅方向分布在焊道中,某熔铜裂纹宏观金 和PAUT检测结果如图 11 所示,PAUT检测时在
相图如图10所示。检测方法一般为PAUT+TOFD 23~39 mm位置发现熔铜裂纹,对应部位的DR检测
和射线的检测方式。某熔铜裂纹的DR(数字射线) 未发现任何缺欠显示。
图 8 复合型坡口裂纹宏观金相与微观组织
2.2.1 射线检测
射线检测中心透照模拟如图12所示,熔铜缺陷
在V形坡口中沿层间和坡口分布,类似分层和坡口
未熔合,透照布置对缺陷检出率低,另外铜和铁的密
度接近,在透照能量范围内衰减系数也接近, △T (缺
陷沿透照厚度方向的高度)在射线束的方向上较小,
不易形成黑度差。所以,在V形坡口中,射线检测难
以检出熔铜裂纹。
2.2.2 PAUT+TOFD检测
PAUT+TOFD检测采用扇形扫描对整个焊
图 9 复合型坡口裂纹晶界上条状物的扫描电镜图
缝区域进行检测,PAUT检测技术的根本依据为脉
冲反射法。对于熔铜裂纹缺陷,PAUT进行扇形扫
描一般能够发现缺陷显示,但缺陷有效反射面较
小,反射波幅较低,如图 13 所示。熔铜裂纹缺陷在
PAUT的A扫描显示通道中表现为波幅较低、草状
杂波、多个高点等特征,如图 14 所示。在扇扫描通
道的缺陷显示中,缺陷具有一定的宽度,两侧的扫
描显示均在坡口对侧,因此缺陷宽度与焊缝宽度相
同(见图15)。在B显示通道中,如图16所示,显示
图 10 V 形坡口焊接接头熔铜裂纹宏观金相 呈现“团状”影像,第一个信号是反射信号,波幅最
图 11 V 形坡口熔铜裂纹部位 DR 和 PAUT 检测结果
71
2024 年 第 46 卷 第 7 期
无损检测