
Page 108 - 无损检测2024年第七期
P. 108
李 涛,等:
长输管道自动焊对接环焊缝熔铜裂纹的检测与判定
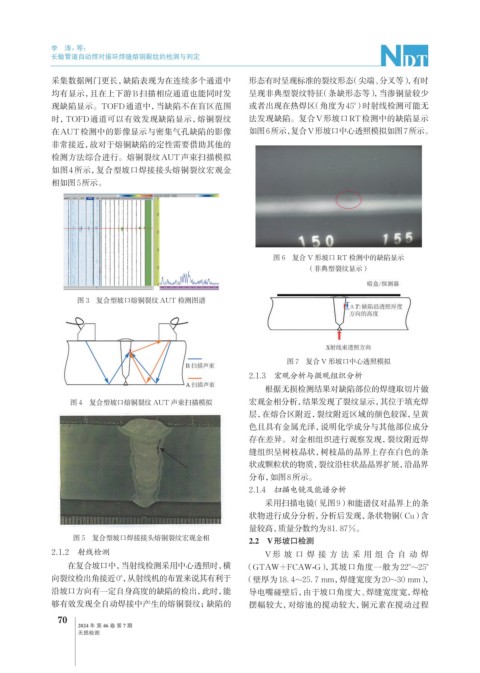
采集数据闸门更长,缺陷表现为在连续多个通道中 形态有时呈现标准的裂纹形态(尖端、分叉等),有时
均有显示,且在上下游B扫描相应通道也能同时发 呈现非典型裂纹特征(条缺形态等),当渗铜量较少
现缺陷显示。TOFD通道中,当缺陷不在盲区范围 或者出现在热焊区(角度为45°) 时射线检测可能无
时,TOFD通道可以有效发现缺陷显示,熔铜裂纹 法发现缺陷。复合V形坡口RT检测中的缺陷显示
在AUT检测中的影像显示与密集气孔缺陷的影像 如图6所示, 复合V形坡口中心透照模拟如图7所示。
非常接近,故对于熔铜缺陷的定性需要借助其他的
检测方法综合进行。熔铜裂纹AUT声束扫描模拟
如图4所示,复合型坡口焊接接头熔铜裂纹宏观金
相如图5所示。
图 6 复合 V 形坡口 RT 检测中的缺陷显示
(非典型裂纹显示)
图 3 复合型坡口熔铜裂纹 AUT 检测图谱
图 7 复合 V 形坡口中心透照模拟
2.1.3 宏观分析与微观组织分析
根据无损检测结果对缺陷部位的焊缝取切片做
图 4 复合型坡口熔铜裂纹 AUT 声束扫描模拟 宏观金相分析,结果发现了裂纹显示,其位于填充焊
层,在熔合区附近,裂纹附近区域的颜色较深,呈黄
色且具有金属光泽,说明化学成分与其他部位成分
存在差异。对金相组织进行观察发现,裂纹附近焊
缝组织呈树枝晶状,树枝晶的晶界上存在白色的条
状或颗粒状的物质,裂纹沿柱状晶晶界扩展,沿晶界
分布,如图8所示。
2.1.4 扫描电镜及能谱分析
采用扫描电镜(见图9)和能谱仪对晶界上的条
状物进行成分分析,分析后发现,条状物铜(Cu)含
量较高,质量分数约为81. 87%。
图 5 复合型坡口焊接接头熔铜裂纹宏观金相 2.2 V形坡口检测
2.1.2 射线检测 V 形坡口焊接方法采用组合自动焊
在复合坡口中,当射线检测采用中心透照时,横 (GTAW+FCAW-G),其坡口角度一般为 22°~25°
向裂纹检出角接近0°, 从射线机的布置来说其有利于 (壁厚为18. 4~25. 7 mm,焊缝宽度为20~30 mm),
沿坡口方向有一定自身高度的缺陷的检出,此时,能 导电嘴碰壁后,由于坡口角度大、焊缝宽度宽,焊枪
够有效发现全自动焊接中产生的熔铜裂纹;缺陷的 摆幅较大,对熔池的搅动较大,铜元素在搅动过程
70
2024 年 第 46 卷 第 7 期
无损检测