
Page 112 - 无损检测2024年第七期
P. 112
李 涛,等:
长输管道自动焊对接环焊缝熔铜裂纹的检测与判定
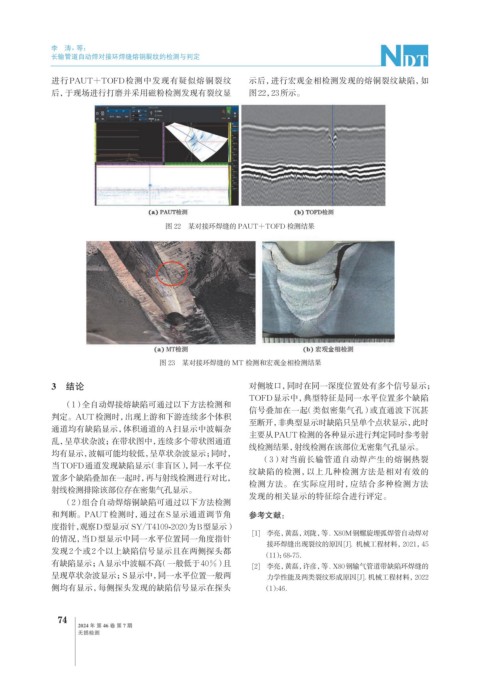
进行PAUT+TOFD检测中发现有疑似熔铜裂纹 示后,进行宏观金相检测发现的熔铜裂纹缺陷,如
后,于现场进行打磨并采用磁粉检测发现有裂纹显 图22,23所示。
图 22 某对接环焊缝的 PAUT+TOFD 检测结果
图 23 某对接环焊缝的 MT 检测和宏观金相检测结果
3 结论 对侧坡口,同时在同一深度位置处有多个信号显示;
TOFD显示中,典型特征是同一水平位置多个缺陷
(1)全自动焊接熔缺陷可通过以下方法检测和
信号叠加在一起(类似密集气孔)或直通波下沉甚
判定。AUT检测时,出现上游和下游连续多个体积
至断开,非典型显示时缺陷只呈单个点状显示,此时
通道均有缺陷显示,体积通道的A扫显示中波幅杂
主要从PAUT检测的各种显示进行判定同时参考射
乱,呈草状杂波;在带状图中,连续多个带状图通道
线检测结果,射线检测在该部位无密集气孔显示。
均有显示,波幅可能均较低,呈草状杂波显示;同时,
(3) 对当前长输管道自动焊产生的熔铜热裂
当TOFD通道发现缺陷显示(非盲区),同一水平位
纹缺陷的检测,以上几种检测方法是相对有效的
置多个缺陷叠加在一起时,再与射线检测进行对比,
检测方法。在实际应用时,应结合多种检测方法
射线检测排除该部位存在密集气孔显示。
发现的相关显示的特征综合进行评定。
(2)组合自动焊熔铜缺陷可通过以下方法检测
和判断。PAUT检测时,通过在S显示通道调节角 参考文献:
度指针,观察D型显示 (SY/T4109-2020为B型显示)
[1] 李亮,黄磊,刘陇,等. X80M钢螺旋埋弧焊管自动焊对
的情况,当D型显示中同一水平位置同一角度指针
接环焊缝出现裂纹的原因[J]. 机械工程材料,2021,45
发现2个或2个以上缺陷信号显示且在两侧探头都
(11):68-75.
有缺陷显示;A显示中波幅不高 (一般低于40%)且 [2] 李亮, 黄磊,许彦,等. X80钢输气管道带缺陷环焊缝的
呈现草状杂波显示;S显示中,同一水平位置一般两 力学性能及两类裂纹形成原因[J]. 机械工程材料, 2022
侧均有显示,每侧探头发现的缺陷信号显示在探头 (1):46.
74
2024 年 第 46 卷 第 7 期
无损检测