
Page 126 - 无损检测2024年第六期
P. 126
任国庆,等:
油气输送焊管串列超声检测的技术要求与应用
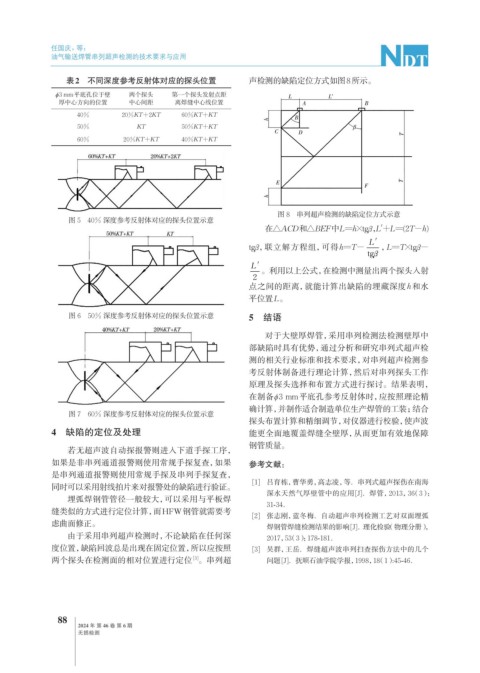
表2 不同深度参考反射体对应的探头位置 声检测的缺陷定位方式如图8所示。
φ3 mm平底孔位于壁 两个探头 第一个探头发射点距
厚中心方向的位置 中心间距 离焊缝中心线位置
40% 20%KT+2KT 60%KT+KT
50% KT 50%KT+KT
60% 20%KT+KT 40%KT+KT
图 8 串列超声检测的缺陷定位方式示意
图 5 40% 深度参考反射体对应的探头位置示意
在△ACD和△BEF中L=h×tgβ,L'+L=(2T-h)
L'
tgβ,联立解方程组,可得h=T- ,L=T×tgβ-
tg β
L'
。利用以上公式,在检测中测量出两个探头入射
2
点之间的距离,就能计算出缺陷的埋藏深度h和水
平位置L。
图 6 50% 深度参考反射体对应的探头位置示意 5 结语
对于大壁厚焊管,采用串列检测法检测壁厚中
部缺陷时具有优势,通过分析和研究串列式超声检
测的相关行业标准和技术要求,对串列超声检测参
考反射体制备进行理论计算,然后对串列探头工作
原理及探头选择和布置方式进行探讨。结果表明,
在制备φ3 mm平底孔参考反射体时,应按照理论精
确计算,并制作适合制造单位生产焊管的工装;结合
图 7 60% 深度参考反射体对应的探头位置示意
探头布置计算和精细调节,对仪器进行校验,使声波
4 缺陷的定位及处理 能更全面地覆盖焊缝全壁厚,从而更加有效地保障
钢管质量。
若无超声波自动探报警则进入下道手探工序,
如果是非串列通道报警则使用常规手探复查,如果 参考文献:
是串列通道报警则使用常规手探及串列手探复查,
[1] 吕育栋,曹华勇,高志凌,等.串列式超声探伤在南海
同时可以采用射线拍片来对报警处的缺陷进行验证。
深水天然气厚壁管中的应用[J].焊管,2013,36(3):
埋弧焊钢管管径一般较大,可以采用与平板焊
31-34.
缝类似的方式进行定位计算,而HFW钢管就需要考
[2] 张志刚,蓝冬梅.自动超声串列检测工艺对双面埋弧
虑曲面修正。 焊钢管焊缝检测结果的影响[J].理化检验(物理分册),
由于采用串列超声检测时,不论缺陷在任何深 2017,53(3):178-181.
度位置,缺陷回波总是出现在固定位置,所以应按照 [3] 吴群,王岳.焊缝超声波串列扫查探伤方法中的几个
两个探头在检测面的相对位置进行定位 。串列超 问题[J].抚顺石油学院学报,1998,18(1):45-46.
[3]
88
2024 年 第 46 卷 第 6 期
无损检测