
Page 118 - 无损检测2024年第五期
P. 118
刘立胜, 等:
一种基于 ASMEV 的管状校准试块的优化
根据以上问题, 笔者结合规范相关技术要求和
相关的实践经验, 优化设计出一种同时适用于手工
UT ( 超声检测) 和 PAUT 的管状校准试块, 该试块
既能满足规范的管状校准试块要求, 同时也能控制
试块的数量、 减少单个试块的质量和总的加工费用。
1 试块样式的优化
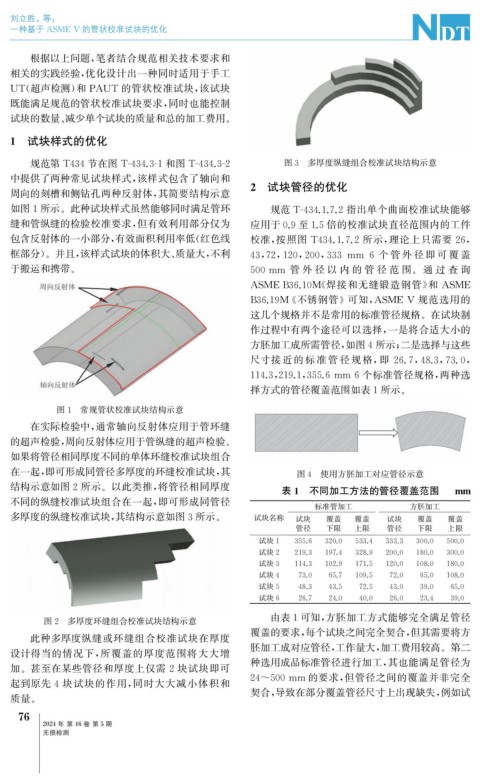
图3 多厚度纵缝组合校准试块结构示意
规范第 T434节在图 T-434.3-1和图 T-434.3-2
中提供了两种常见试块样式, 该样式包含了轴向和
周向的刻槽和侧钻孔两种反射体, 其简要结构示意 2 试块管径的优化
如图1所示。此种试块样式虽然能够同时满足管环 规范 T-434.1.7.2指出单个曲面校准试块能够
缝和管纵缝的检验校准要求, 但有效利用部分仅为 应用于0.9至1.5倍的校准试块直径范围内的工件
包含反射体的一小部分, 有效面积利用率低( 红色线 校准, 按照图 T434.1.7.2 所示, 理论上只需要 26 ,
框部分)。并且, 该样式试块的体积大、 质量大, 不利 43 , 72 , 120 , 200 , 333 mm 6 个 管 外 径 即 可 覆 盖
于搬运和携带。 500mm 管 外 径 以 内 的 管 径 范 围。 通 过 查 询
ASMEB36.10M 《 焊接和无缝锻造钢管》 和 ASME
B36.19M 《 不锈钢管》可知, ASMEV 规范选用的
这几个规格并不是常用的标准管径规格。在试块制
作过程中有两个途径可以选择, 一是将合适大小的
方胚加工成所需管径, 如图4所示; 二是选择与这些
尺寸接 近 的 标 准 管 径 规 格, 即 26.7 , 48.3 , 73.0 ,
114.3 , 219.1 , 355.6mm6个标准管径规格, 两种选
择方式的管径覆盖范围如表1所示。
图1 常规管状校准试块结构示意
在实际检验中, 通常轴向反射体应用于管环缝
的超声检验, 周向反射体应用于管纵缝的超声检验。
如果将管径相同厚度不同的单体环缝校准试块组合
在一起, 即可形成同管径多厚度的环缝校准试块, 其 图4 使用方胚加工对应管径示意
结构示意如图2所示。以此类推, 将管径相同厚度 表1 不同加工方法的管径覆盖范围 mm
不同的纵缝校准试块组合在一起, 即可形成同管径
标准管加工 方胚加工
多厚度的纵缝校准试块, 其结构示意如图3所示。 试块名称 试块 覆盖 覆盖 试块 覆盖 覆盖
管径 下限 上限 管径 下限 上限
试块1 355.6 320.0 533.4 333.3 300.0 500.0
试块2 219.3 197.4 328.9 200.0 180.0 300.0
试块3 114.3 102.9 171.5 120.0 108.0 180.0
试块4 73.0 65.7 109.5 72.0 65.0 108.0
试块5 48.3 43.5 72.5 43.0 39.0 65.0
试块6 26.7 24.0 40.0 26.0 23.4 39.0
由表1可知, 方胚加工方式能够完全满足管径
图2 多厚度环缝组合校准试块结构示意
覆盖的要求, 每个试块之间完全契合, 但其需要将方
此种多厚度纵缝或环缝组合校准试块在厚度
胚加工成对应管径, 工作量大, 加工费用较高。第二
设计得当的情况下, 所覆盖的厚度范围将大大增
种选用成品标准管径进行加工, 其也能满足管径为
加。甚至在某些管径和厚度上仅需 2 块试块即可
24~500mm 的要求, 但管径之间的覆盖并非完全
起到原先 4 块试块的作用, 同时大大减小体积和
契合, 导致在部分覆盖管径尺寸上出现缺失, 例如试
质量。
6
7
2024年 第46卷 第5期
无损检测