
Page 98 - 无损检测2023年第一期
P. 98
张小刚, 等:
板型核燃料元件包壳内芯体边界识别与定位检测系统
此方式重复检测; 当运载车上所有元件的检测完成 不超过1.5m · min 。系统有换板异常检测功能,
-1
后, 打开铅门, 运载车开出铅防护室, 再次对元件进 换板异常时会该自动停止并报警, 防止元件在更换
行装卸, 以该方式连续进行检测。 过程中损坏。
2.1 C型臂机构 元件吸取机构安装在桁架机械手的z 轴末端,
C型臂机构主要包括射线源、 线阵探测器、 射线 具有旋转和真空吸取功能, 各组吸盘与元件挡板错
源移动机构、 C 型臂移动机构( 见图 4 )。检测时射 位布置, 互不干涉。
线机自上向下照射, 成像窗口始终与射线机相对。 3 软件系统设计
射线源移动机构由射线源和丝杠移动机构组成, 射
线源可沿 2 轴上下移动, 调节与线阵探测器的距 3.1 图像失真矫正处理
y
离, 垂直移动精度不大于0.05mm 。 C 型臂可沿z1 数字原始图像存在一定的变形失真, 在对图像
轴水平移动, 完成对板型燃料元件的扫描, 水平移动 进行处理之前, 首先要解决图像失真的问题。该设
精度不大于0.05mm 。 计选用多排线阵探测器, 在多线阵探测器逐行扫描
的过程中, 使用错排积分的方法, 将前行与后行的线
阵图像叠加, 使用类似差分的思想方法, 降低了图像
的噪声, 提高了图像的准确性。
对 DR ( 数字射线) 成像板数字图像信号进行累
加处理, 利用专用图像处理包对其进行拼接得到整
张板的图像信息, 根据图像灰度变化自动识别燃料
板的芯体和铝包壳边界。在软件中建立虚拟坐标
系, 工装传动中设有光栅尺, 利用光栅尺的示值校准
虚拟坐标系, 使软件坐标与实际坐标相对应, 实现测
图4 检测系统 C型臂结构示意
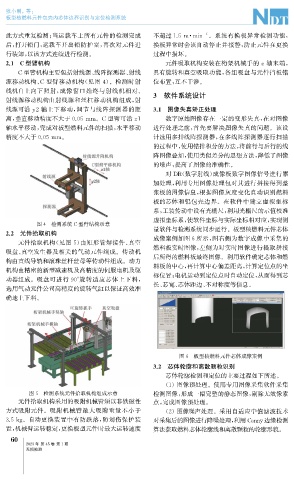
量软件与检测系统同步运行。板型核燃料元件芯体
2.2 元件拾取机构 成像案例如图6所示, 图右侧为数字成像中采集的
元件拾取机构( 见图 5 ) 由矩形管焊接件、 真空
燃料板实时图像, 左侧为对实时图像进行提取拼接
吸盘、 真空发生器及相关的气动元件组成。传动机
后所得的燃料板最终图像。利用软件确定芯体和燃
构由直线导轨和滚珠丝杆丝母等传动件组成。动力
料板的中心, 再计算中心偏差距离, 计算定位点的坐
机构由精密的新型减速机及高精度的伺服电机及驱
标位置; 电机运动到定位点时自动定位, 从而得到芯
动器组成。吸盘可进行 90° 旋转适应芯体上下料,
长、 芯宽、 芯体距边、 不对称度等信息。
选用气动元件公司高精度的旋转气缸以保证高效准
确地上下料。
图6 板型核燃料元件芯体成像案例
3.2 芯体轮廓和离散颗粒识别
芯体轮廓检测和定位的主要过程如下所述。
( 1 )图像预处理。使用专用图像采集软件采集
图5 检测系统元件拾取机构组成示意 检测图像, 形成一幅完整的静态图像, 剔除无效像素
元件拾取机构采用的吸附机械臂须以非铁磁性 点, 完成图像预处理。
方式吸附元件。吸附机械臂最大吸附重量不小于 ( 2 )图像噪声处理。采用自适应中值滤波技术
3.5k g 。自动更换装置中有防跌落, 防划伤保护装 对采集后的图像进行降噪处理, 利用 Cann y 边缘检测
置, 机械臂运转稳定, 更换板型元件时最大运转速度 算法获取燃料芯体轮廓线和离散颗粒的轮廓形貌。
0
6
2023年 第45卷 第1期
无损检测