
Page 102 - 无损检测2023年第一期
P. 102
鲁 佳, 等:
核岛主设备的超声检测分析
度较低等问题, 建议进行补充检测或分析论证来对
操作进行修正, 确保得到较准确的检测结果。
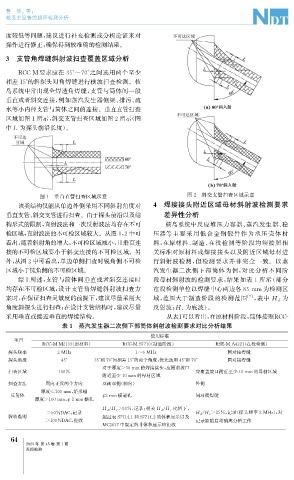
3 支管角焊缝斜射波扫查覆盖区域分析
RCC-M 要求应在 35°~70° 之间选用两个至少
相差15° 的斜探头对角焊缝进行横波扫查检测。核
岛系统中常出现全焊透角焊缝, 支管与筒体间一般
垂直或者斜交连接, 例如蒸汽发生器侧梁、 排污、 疏
水等小内径支管与筒体之间的连接。垂直直管扫查
区域如图1所示, 斜交支管扫查区域如图2所示( 图
中L 为探头前沿长度)。
图1 垂直直管扫查区域示意 图2 斜交支管扫查区域示意
该类结构仅能从单边外侧采用不同斜射角度对 4 焊接接头附近区域母材斜射波检测要求
垂直支管、 斜交支管进行扫查。由于探头前沿以及结 差异性分析
构形式的限制, 直射波法和一次反射波法均存在不可 核岛系统中反应堆压力容器、 蒸汽发生器、 稳
检区域, 直射波法的不可检区域较大。从图1 , 2中可 压器等主要采用低合金钢锻件作为承压壳体材
看出, 随着斜射角的增大, 不可检区域减小, 且垂直连 料, 在原材料、 制造、 在役检测等阶段均须按照相
接的不可检区域要小于斜交连接的不可检区域。另 关标准对原材料或焊接接头以及附近区域母材进
外, 从图2中可看出, 单边单侧扫查时锐角侧不可检 行斜射波检测, 但检测要求并非完全一致。以蒸
区域小于钝角侧的不可检区域。 汽发生器二次侧下部筒体为例, 对比分析不同阶
综上所述, 支管与筒体间垂直或者斜交连接时 段母材斜射波的检测要求, 结果如表 1 所示( 部分
均存在不可检区域, 设计支管角焊缝斜射波扫查方 在役检测单位以焊缝中心两边各85mm 为检测区
案时, 在保证扫查灵敏度的前提下, 建议尽量采用大 域, 范围大于制造阶段的检测范围 [ 7 ] , 表中 H d 为
角度斜探头进行扫查; 在设计支管结构时, 建议尽量 反射波; H r 为底波)。
采用垂直或接近垂直的焊接结构。 从表 1 可以看出, 在原材料阶段, 筒体按照 RCC-
表1 蒸汽发生器二次侧下部筒体斜射波检测要求对比分析结果
使用标准
项目
RCC-M M2133 ( 原材料) RCC-MS7710 ( 制造阶段) RSE-M A4221 ( 在役检测)
探头频率 2MHz 1~6MHz 同对接焊缝
探头角度 45° 35° 到70° 间相差15° 的两个角度, 优先选用45° 和70° 同对接焊缝
对于厚度>30mm 的焊接接头, 应覆盖坡口
扫查区域 100% 应覆盖坡口附近至少10mm 的母材区域
附近至少10mm 的母材区域
扫查方法 周向正反两个方向 双面双侧( 轴向) 外侧
厚度≤100mm , 矩形槽
反射体 ϕ 2mm 横通孔 同对接焊缝
厚度>100mm , 2mm 横孔
ϕ
/ / 比值下,
H d H r >50% , 记录; 相关 H d H r
>50%DAC , 记录 H d H r >25% , 记录( 探头频率2MHz ); 对
/
验收准则 超过表S7714.1和S7714.2的体积显示以及
>100%DAC , 拒收 记录缺陷启动偏离分析工作
MC2637中规定的非体积显示应拒收
4
6
2023年 第45卷 第1期
无损检测