
Page 93 - 无损检测2023年第一期
P. 93
熊丽华, 等:
DR 技术几何不清晰度的控制
的允许值为 0.51mm , 而当工件
于50mm 时, U g d× b 1 1 / 3
≤ ×T ( 3 )
的允许值为0.76mm , f a
厚度大于等于50mm 时, U g
两个厚 度 分 区 的 几 何 不 清 晰 度 值 变 动 较 大; 而 满足工件几何不清晰度要求的最小 f 的计算
RCC-M 规范则规定, 当使用400kV 以下的 X 射线 式为
允许值为0.30mm , 当使 db
源或Ir192γ射线源时, U g ( 4 )
f ≥a× 3
允许值为0.60mm , 当使用 T
用 Co60γ射线源时, U g
2.1 成像器件紧贴工件
允许值为1.0mm 。
直线加速器或回旋加速器时, U g
第( 2 ) 种控制方式的优点是, 几何不清晰度的要 成像器件紧贴工件表面时, b 较小。当 b≤
3
3
求直接与被检工件厚度相关, 不同的厚度要求的几 1.2T 时, 有 b ≈ T , 此时 f 满足
何不清晰度不同。 db
f ≥a× 3 = adb 2 / 3 ( 5 )
国内大多采用第( 2 ) 种控制方式, 其几何不清晰 b
度方程为 将检测等级系数7.5 和 15 分别代入式( 5 ), 可
1 1 / 3 得 [ 2 ]
U g ≤ ×T ( 1 )
a A 级: 2 / 3
f ≥7.5db
式中: a 为检测等级系数, 根据标准要求确定; T 为 B级: 2 / 3 ( 6 )
f ≥15db
被检工件厚度。
式( 6 ) 为相关射线检测标准对最小 f 的规定。
不同的技术标准规定的检测等级系数不同, 如 即, 通过对 下限值的控制间接地控制了几何不清
f
ISO17636-2 标准规定的检测等级系数分别为 7.5 晰度。
( A 级) 和15 ( B级)。
2.2 成像器件无法紧贴工件
实际射线检测时, 受成像器件的结构及工况影
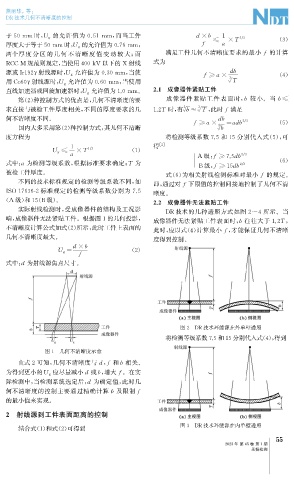
DR 技术的几种透照方式如图 2~4 所示。当
响, 成像器件无法紧贴工件。根据图1的几何投影,
成像器件无法紧贴工件表面时, b 往往大于 1.2T ,
不清晰度计算公式如式( 2 ) 所示, 此时工件上表面的 此时, 应以式( 4 ) 计算最小 f , 才能保证几何不清晰
几何不清晰度最大。
度得到控制。
d× b
U g= ( 2 )
f
式中: d 为射线源焦点尺寸。
图2 DR 技术环缝源在外单壁透照
将检测等级系数7.5和15分别代入式( 4 ), 得到
图1 几何不清晰度示意
由式2可知, 几何不清晰度与d , 和 b 相关。
f
应尽量减小d 或 b , 增大 。在实
为得到更小的U g f
际检测中, 当检测系统选定后, d 为确定值, 此时几
何不清晰度的控制主要通过精确计算b 及限制 f
的最小值来实现。
2 射线源到工件表面距离的控制
图3 DR 技术环缝源在内单壁透照
结合式( 1 ) 和式( 2 ) 可得到
5
5
2023年 第45卷 第1期
无损检测