
Page 94 - 无损检测2023年第一期
P. 94
熊丽华, 等:
DR 技术几何不清晰度的控制
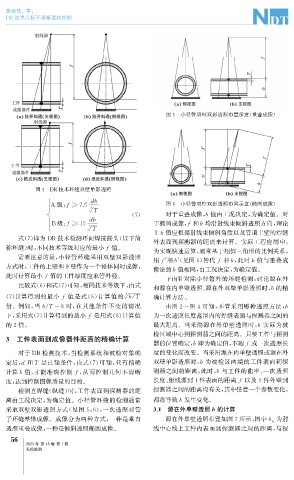
图5 小径管双壁双影透照布置示意( 重叠成像)
图4 DR 技术环缝双壁单影透照
db
A 级: 图6 小径管双壁双影透照布置示意( 椭圆成像)
f ≥7.5
3
T
( 7 ) 对于重叠成像, b 值由工况决定, 为确定值。对
db
f
B级: 3 于椭圆成像, 和 b 均沿射线束倾斜透照方向, 理论
f ≥15
T
上 b 值应根据射线束倾斜角度以及管道上壁的焊缝
式( 7 ) 即为 DR 技术检测环向焊接接头( 以下简
外表面到探测器的距离来计算。实际工程应用中,
称环缝) 时, 不同技术等级对应的最小 f 值。
为实现快速运算, 通常基于相似三角形的比例关系,
需要注意的是, 小径管环缝采用双壁双影透照
用 ' 和 b' ( 见图6 ) 替代 f 和 b , 此时b 值与重叠成
f
方式时, 工件的上壁和下壁作为一个整体同时成像,
像法的 b 值相同, 由工况决定, 为确定值。
此时计算最小 f 值的工件厚度应取管外径。 下面针对除小径管外的环缝检测, 讨论源在外
比较式( 6 ) 和式( 7 ) 可知, 相同技术等级下, 由式 和源在内单壁透照、 源在外双壁单影透照时, b 的精
( 7 ) 计算得到的最小 f 值是式( 6 ) 计算值的 b / T 确计算方法。
3
倍。例如, 当b / T=8 时, 在其他条件不变的情况 由图2~图4可知, 不管采用哪种透照方法, b
下, 采用式( 7 ) 计算得到的最小 f 是用式( 6 ) 计算值 为一次透照长度范围内的焊缝表面与探测器之间的
的2倍。 最大距离。当采用源在外单壁透照时, b 实际为被
检区域中心到探测器之间的距离。只要工件与探测
3 工件表面到成像器件距离的精确计算
器的位置确定, b 即为确定值, 不随 f 或一次透照长
对于 DR 检测技术, 当检测系统和被检对象确 度的变化而改变。当采用源在内单壁透照或源在外
定后, d 和T 是已知条件, 由式( 7 ) 可知, 只有精确 双壁单影透照时, b 为被检区两端的工件表面到探
计算b 值, 才能准确控制 f , 从而控制几何不清晰 测器之间的距离, 此时, b 与工件的曲率、 一次透照
长度、 射线源到工件表面的距离 以及工件外壁到
度, 达到控制图像质量的目的。 f
检测直焊缝( 纵缝) 时, 工件表面到探测器的距 探测器之间的距离均有关, 其中任意一个参数变化,
离由工况决定, 为确定值。小径管环缝的检测通常 都将导致b 发生变化。
采取双壁双影透照方式( 见图 5 , 6 ), 一次透照对管 3.1 源在外单壁透照b 的计算
子环缝整体成像。成像分为两种方式, 一种是垂直 源在外单壁透照布置如图7所示, 图中b g 为射
透照重叠成像, 一种是倾斜透照椭圆成像。 线中心线上工件内表面到探测器之间的距离, 与探
6
5
2023年 第45卷 第1期
无损检测