
Page 65 - 无损检测2023年第一期
P. 65
尹 璐, 等:
某型车用齿轮电子束焊缝相控阵超声自动化检测系统的设计
图3 自聚焦线阵探头晶片阵列形式
对应的有效激活孔径很小, 声波能量较弱, 且随着角
度的增大, 横波能量逐渐转化为表面波, 不宜使用。
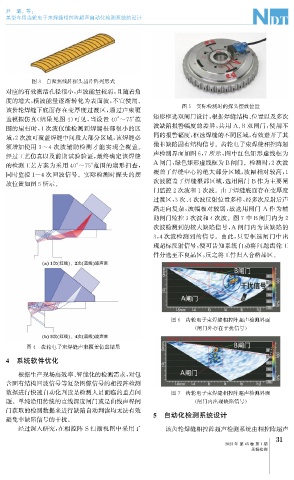
图5 实际检测时的探头摆放位置
该齿轮焊缝下底面存在变厚度过渡区, 通过声束覆
矩形框选双闸门设计, 根据焊缝结构、 位置以及多次
盖模拟仿真( 结果见图 4 ) 可见, 当设置 40°~75° 范
波缺陷报警幅度的差异, 共用 A 、 B 双闸门, 使用不
围的扇扫时, 1 次波仅能检测到焊缝根部很小的区
域, 2次波可覆盖焊缝中间段大部分区域, 该焊缝必 同的报警幅度, 框选焊缝的不同区域, 有效避开了其
他非缺陷固有结构信号。齿轮电子束焊缝相控阵超
须增加使用 3~4 次波辅助检测才能实现全覆盖。
声检测界面如图6 , 7所示, 图中红色矩形虚线框为
经过工艺仿真以及前期试验验证, 最终确定该焊缝
A 闸门, 绿色矩形虚线框为 B闸门。检测时, 2次波
的检测工艺方案为采用40°~75° 范围的扇形扫查,
同时监控1~4次回波信号。实际检测时探头的摆 覆盖了焊缝中心的绝大部分区域, 波幅相对较高, 1
次波覆盖了焊缝根部区域, 选用闸门 B 作为主要闸
放位置如图5所示。
门监控2次波和1次波。由于焊缝底面存在变厚度
过渡区, 3次、 4次波反射位置多样, 经多次反射后声
路走向复杂, 波幅相对较弱, 故选用闸门 A 作为辅
助闸门监控3次波和4次波。图7 中 B闸门内为2
次波检测到的较大缺陷信号, A 闸门内为该缺陷的
3 , 4次波检测到的信号。由此, 只要框选闸门中出
现超标反射信号, 便可告知系统自动将问题齿轮工
件分选至不良品区, 反之将工件归入合格品区。
图6 齿轮电子束焊缝相控阵超声检测界面
( 闸门外存在干扰信号)
图4 齿轮电子束焊缝声束覆盖仿真结果
4 系统软件优化
根据生产现场高效率、 智能化的检测需求, 对包
含固有结构回波信号等复杂图像信号的相控阵检测
数据进行快速自动化判读是检测人员面临的重点问 图7 齿轮电子束焊缝相控阵超声检测界面
题。单纯沿用传统的直线深度闸门或是曲线声程闸 ( 闸门内出现缺陷信号)
门获取的检测数据来进行缺陷自动判读均无法有效
5 自动化检测系统设计
避免非缺陷信号的干扰。
经过深入研究, 在相控阵 S扫描视图中采用了 该齿轮焊缝相控阵超声检测系统由相控阵超声
1
3
2023年 第45卷 第1期
无损检测