
Page 60 - 无损检测2023年第一期
P. 60
张子健, 等:
基于 CIVA 仿真的 FPSO 船体管道相控阵超声检测
特征对相控阵超声声束的传播存在一定的影响, 具 降低, 同时深度测量误差也增大, 但总体误差水平较
体表现为, 声波不再沿直线传播, 存在一定的偏移 低; 对于深度较小的缺陷, 由于距离近场区较近, 回
( 图4中绿色线), 如果是横波检测, 偏移程度会进一 波幅值略低, 和声场计算结果吻合度较高; 处于中部
步加大。在不同前端距条件下进行检测时, 3 个不 的缺陷检测灵敏度高, 误差小。基于 CIVA 仿真的
同深度的横孔缺陷信号清晰可见, 信噪比高, 杂波信 结果可知, 采用 DMA 探头检测各向异性焊缝效果
号低。 S扫范围内中间声束能量最大, 灵敏度高, 因 较好, 可进一步采用模拟试块进行工艺验证。
此在检测时, 需使中间声束直射检测部位, 同时, 相
控阵超声检测技术对大声程处的缺陷信号有放大 2 工艺验证
作用。不同前端距下缺陷的检测结果如表 1 所示 2.1 对比试块
( ts是 CIVA 仿真软件中测量缺陷绝对幅值的计 上述 CIVA 仿真研究充分考虑了焊缝各向异性
p
量单位)。 对相控阵超声检测的影响, 提供了基于 DMA 探头的
表1 不同前端距下缺陷的检测结果 检测思路, 为验证拟定的检测工艺在实际检测中的效
检测前端 缺陷最大 最大幅值对 理论深度 / 深度误差 / 果, 基于ISO13588-2019和ISO22825-2017加工
了对比试块, 试块材料为S32205双相不锈钢, 焊接方
距 / mm 幅值 / p ts 应深度 / mm mm %
法为钨极惰性气体保护焊+二氧化碳气保焊药芯焊
48 3.209 50.34 49 2.70
丝+ 埋 弧 自 动 焊, 坡 口 角 度 为 60° , 根 部 间 隙 为
22 4.663 33.68 33 2.06
5 4.609 16.26 16 1.63
10mm , 余高磨平, 缺陷为3mm×25mm ( 直径×长
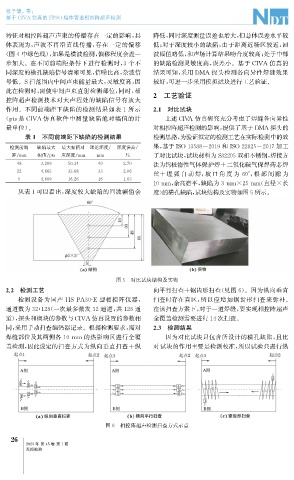
从表1可以看出, 深度较大缺陷的回波幅值会 度) 的横孔缺陷, 试块结构及实物如图5所示。
图5 对比试块结构及实物
2.2 检测工艺 向平行扫查+锯齿形扫查( 见图6 )。因为纵向垂直
检测设备为国产 HSPA30-E 型相控阵仪器, 扫查时存在盲区, 所以应增加锯齿形扫查来弥补。
通道数为32∶128 ( 一次最多激发32通道, 共128通 在该扫查方案下, 对于一道焊缝, 要实现相控阵超声
道), 探头和楔块的参数与CIVA 仿真设置的参数相 全覆盖检测需要进行14次扫查。
同, 采用手动扫查编码器记录。根据检测要求, 需对 2.3 检测结果
焊缝部位及其两侧各10mm 的热影响区进行全覆 因为对比试块只包含所设计的横孔缺陷, 且比
盖检测, 因此设定的扫查方式为纵向垂直扫查+纵 对试块的作用主要是检测校准, 所以试验只进行纵
图6 相控阵超声检测扫查方式示意
6
2
2023年 第45卷 第1期
无损检测