
Page 61 - 无损检测2023年第一期
P. 61
张子健, 等:
基于 CIVA 仿真的 FPSO 船体管道相控阵超声检测
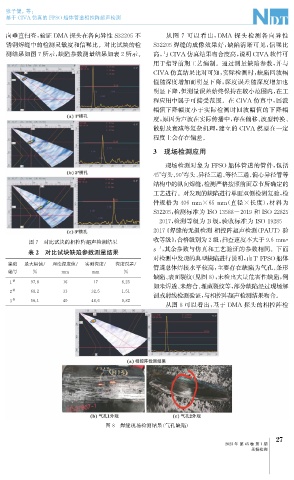
向垂直扫查, 验证 DMA 探头在各向异性 S32205不 从图 7 可以看出, DMA 探头检测各向异性
锈钢焊缝中的检测灵敏度和信噪比。对比试块的检 S32205焊缝的成像效果好, 缺陷清晰可见, 信噪比
测结果如图7所示, 缺陷参数测量结果如表2所示。 高, 与CIVA 仿真结果吻合度高, 说明CIVA 软件可
用于指导前期工艺编制。通过测量缺陷参数, 并与
CIVA 仿真结果比对可知, 实际检测时, 缺陷回波幅
值随深度增加而明显下降, 深度误差随深度增加也
明显下降, 但测量误差始终保持在较小范围内, 在工
程应用中属于可接受范围。在 CIVA 仿真中, 回波
幅值下降幅度小于实际检测时回波幅值的下降幅
度, 原因为声波在实际传播中, 存在偏移、 波型转换、
散射及衰减等复杂机理, 建立的 CIVA 模型在一定
程度上会存在偏差。
3 现场检测应用
现场检测对象为 FPSO 船体管道的管件, 包括
45° 弯头、 90° 弯头、 异径三通、 等径三通、 偏心异径管等
结构中的纵向焊缝, 检测严格按照前面章节所确定的
工艺进行。对发现的缺陷进行单面双侧检测复验, 检
件规格为 406mm×65mm ( 直径 × 长度), 材料为
S32205 , 检测标准为ISO13588-2019和ISO22825
-2017 , 检测等级为 B 级, 验收标准为ISO19285-
2017 《 焊缝的无损检测 相控阵超声检测( PAUT )验
图7 对比试块的相控阵超声检测结果 收等级》, 合格级别为2级, 扫查速度不大于9.6mm ·
-1
表2 对比试块缺陷参数测量结果 s , 其余参数与仿真和工艺验证的参数相同。下面
对检测中发现的典型缺陷进行说明, 由于 FPSO 船体
缺陷 最大幅值 / 理论深度值 / 实测深度 / 深度误差 /
管道总体焊接水平较高, 主要存在缺陷为气孔、 条形
编号 % mm mm %
缺陷、 表面裂纹( 见图8 ), 未检出大量危害性缺陷, 例
#
1 97.8 16 17 6.25
如未焊透、 未熔合、 埋藏裂纹等, 部分缺陷经过现场解
#
2 68.2 33 32.5 1.51
剖或射线检测验证, 与相控阵超声检测结果吻合。
#
3 56.1 49 48.6 0.82
从图8可以看出, 基于 DMA 探头的相控阵检
图8 焊缝现场检测结果( 气孔缺陷)
7
2
2023年 第45卷 第1期
无损检测