
Page 76 - 无损检测2022年第十期
P. 76
金士杰,等:
核电站 BOSS 焊缝的相控阵超声检测
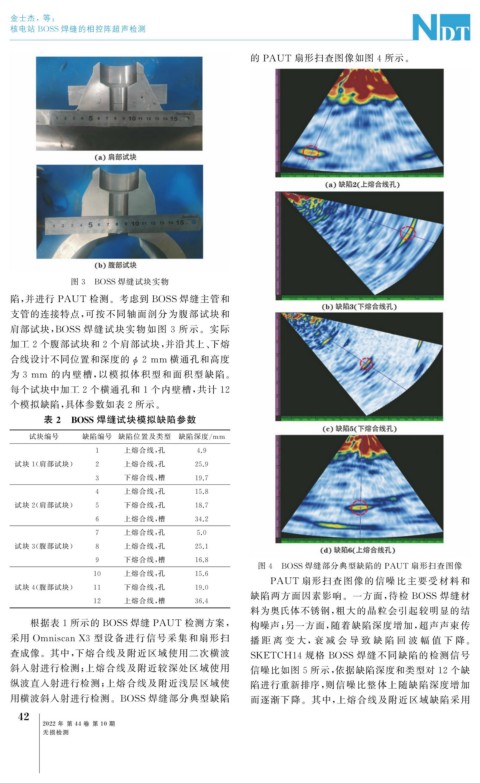
的 PAUT 扇形扫查图像如图 4 所示。
图 3 BOSS焊缝试块实物
陷, 并进行 PAUT 检测。考虑到 BOSS 焊缝主管和
支管的连接特点, 可按不同轴面剖分为腹部试块和
肩部试块, BOSS 焊缝试块实物如图 3 所示。实际
加工 2 个腹部试块和 2 个肩部试块, 并沿其上、 下熔
合线设计不同位置和深度的 ϕ 2mm 横通孔和高度
为 3mm 的内壁槽, 以模拟体积型和面积型缺陷。
每个试块中加工 2 个横通孔和 1 个内壁槽, 共计 12
个模拟缺陷, 具体参数如表 2 所示。
表 2 BOSS焊缝试块模拟缺陷参数
试块编号 缺陷编号 缺陷位置及类型 缺陷深度 / mm
1 上熔合线, 孔 4.9
试块 1 ( 肩部试块) 2 上熔合线, 孔 25.9
3 下熔合线, 槽 19.7
4 上熔合线, 孔 15.8
试块 2 ( 肩部试块) 5 下熔合线, 孔 18.7
上熔合线, 槽
6 34.2
7 上熔合线, 孔 5.0
试块 3 ( 腹部试块) 8 上熔合线, 孔 25.1
9 下熔合线, 槽 16.8
图 4 BOSS焊缝部分典型缺陷的 PAUT 扇形扫查图像
10 上熔合线, 孔 15.6
PAUT 扇形扫查图像的信噪比主要受材料和
试块 4 ( 腹部试块) 11 下熔合线, 孔 19.0
缺陷两方面因素影响。一方面, 待检 BOSS 焊缝材
12 上熔合线, 槽 36.4
料为奥氏体不锈钢, 粗大的晶粒会引起较明显的结
根据表 1 所示的 BOSS 焊缝 PAUT 检测方案, 构噪声; 另一方面, 随着缺陷深度增加, 超声声束传
采用 OmniscanX3 型设备进行信号采集和扇形扫 播 距 离 变 大, 衰 减 会 导 致 缺 陷 回 波 幅 值 下 降。
查成像。其中, 下熔合线及附近区域使用二次横波 SKETCH14 规格 BOSS 焊缝不同缺陷的检测信号
斜入射进行检测; 上熔合线及附近较深处区域使用 信噪比如图 5 所示, 依据缺陷深度和类型对 12 个缺
纵波直入射进行检测; 上熔合线及附近浅层区域使 陷进行重新排序, 则信噪比整体上随缺陷深度增加
用横波斜入射进行检测。 BOSS 焊缝部分典型缺陷 而逐渐下降。其中, 上熔合线及附近区域缺陷采用
4
2
2022 年 第 44 卷 第 10 期
无损检测