
Page 75 - 无损检测2022年第十期
P. 75
金士杰,等:
核电站 BOSS 焊缝的相控阵超声检测
时底片布置困难, 检出缺陷畸变严重, 且面积型缺陷
检测能力相对较弱, 难以进行缺陷深度定位。与之
相比, 超声检测具有速度快、 成本低、 灵敏度高等优
势, 得到了广泛应用。 BOSS 焊缝几何结构复杂, 导
致常规超声检测时信号识别困难, 制约了缺陷检出
率 [ 4-6 ] , 而相控阵超声检测( PAUT ) 技术可灵活控制
阵元延迟时间以实现声束偏转和聚焦, 提高了缺陷
检测能力 [ 7-8 ] , 为 BOSS 焊缝的检测提供了可能。唐
亮等 [ 9 ] 针 对 核 电 站 典 型 不 锈 钢 BOSS 焊 缝, 利 用
CIVA 仿真软件建立模型并进行 PAUT 检测, 实现
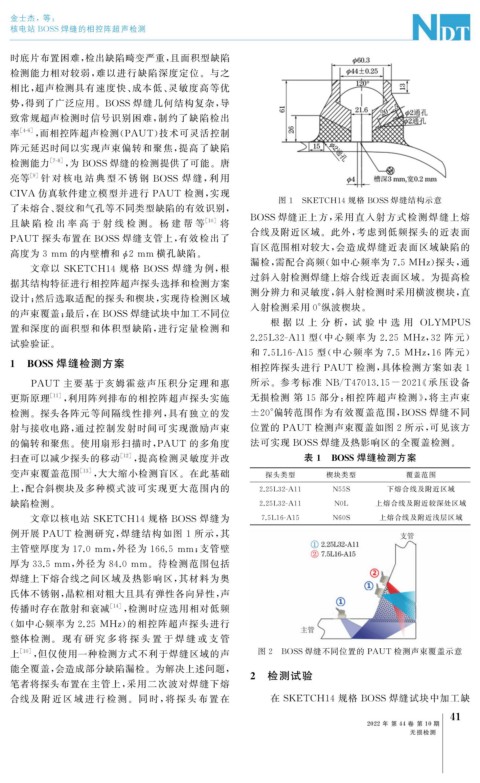
图 1 SKETCH14 规格 BOSS焊缝结构示意
了未熔合、 裂纹和气孔等不同类型缺陷的有效识别,
BOSS 焊缝正上方, 采用直入射方式检测焊缝上熔
且缺 陷 检 出 率 高 于 射 线 检 测。 杨 建 帮 等 [ 10 ] 将
合线及附近区域。此外, 考虑到低频探头的近表面
PAUT 探头布置在 BOSS 焊缝支管上, 有效检出了
盲区范围相对较大, 会造成焊缝近表面区域缺陷的
高度为 3mm 的内壁槽和 2mm 横孔缺陷。
ϕ
文章以 SKETCH14 规 格 BOSS 焊 缝 为 例, 根 漏检, 需配合高频( 如中心频率为7.5MHz ) 探头, 通
过斜入射检测焊缝上熔合线近表面区域。为提高检
据其结构特征进行相控阵超声探头选择和检测方案
测分辨力和灵敏度, 斜入射检测时采用横波楔块, 直
设计; 然后选取适配的探头和楔块, 实现待检测区域
入射检测采用 0° 纵波楔块。
的声束覆盖; 最后, 在 BOSS 焊缝试块中加工不同位
置和深度的面积型和体积型缺陷, 进行定量检测和 根 据 以 上 分 析,试 验 中 选 用 OLYMPUS
2.25L32-A11 型( 中心频 率 为 2.25 MHz , 32 阵 元)
试验验证。
和 7.5L16-A15 型( 中心频率为 7.5 MHz , 16 阵元)
1 BOSS焊缝检测方案 相控阵探头进行 PAUT 检测, 具体检测方案如表 1
PAUT 主要基于亥姆霍兹声压积分定理和惠 所示。参考标准 NB / T47013.15-2021 《 承 压 设 备
更斯原理 [ 11 ] , 利用阵列排布的相控阵超声探头实施 无损检测 第 15 部分: 相控阵超声检测》, 将主声束
检测。探头各阵元等间隔线性排列, 具有独立的发 ±20° 偏转范围作为有效覆盖范围, BOSS 焊缝不同
射与接收电路, 通过控制发射时间可实现激励声束 位置的 PAUT 检测声束覆盖如图 2 所示, 可见该方
的偏转和聚焦。使用扇形扫描时, PAUT 的多角度 法可实现 BOSS 焊缝及热影响区的全覆盖检测。
扫查可以减少探头的移动 [ 12 ] , 提高检测灵敏度并改 表 1 BOSS焊缝检测方案
变声束覆盖范围 [ 13 ] , 大大缩小检测盲区。在此基础 探头类型 楔块类型 覆盖范围
上, 配合斜楔块及多种模式波可实现更大范围内的 2.25L32-A11 N55S 下熔合线及附近区域
缺陷检测。 2.25L32-A11 N0L 上熔合线及附近较深处区域
文章以核电站 SKETCH14 规格 BOSS 焊缝为 7.5L16-A15 N60S 上熔合线及附近浅层区域
例开展 PAUT 检测研究, 焊缝结构如图 1 所示, 其
主管壁厚度为 17.0mm , 外径为 166.5mm ; 支管壁
厚为 33.5mm , 外径为 84.0mm 。待检测范围包括
焊缝上下熔合线之间区域及热影响区, 其材料为奥
氏体不锈钢, 晶粒相对粗大且具有弹性各向异性, 声
传播时存在散射和衰减 [ 14 ] , 检测时应选用相对低频
( 如中心频率为 2.25 MHz ) 的相控阵超声探头进行
整体检 测。 现 有 研 究 多 将 探 头 置 于 焊 缝 或 支 管
上 [ 10 ] , 但仅使用一种检测方式不利于焊缝区域的声 图 2 BOSS焊缝不同位置的 PAUT 检测声束覆盖示意
能全覆盖, 会造成部分缺陷漏检。为解决上述问题, 2 检测试验
笔者将探头布置在主管上, 采用二次波对焊缝下熔
合线及 附 近 区 域 进 行 检 测。 同 时, 将 探 头 布 置 在 在 SKETCH14 规格 BOSS 焊缝试块中加工缺
1
4
2022 年 第 44 卷 第 10 期
无损检测