
Page 77 - 无损检测2022年第十期
P. 77
金士杰,等:
核电站 BOSS 焊缝的相控阵超声检测
一次波检测, 信噪比为15.3~25.0dB 。例如, 缺陷 1 、 头主动轴 方 向 与 主 管 母 线 正 交, 入 射 波 与 二 次 波
缺陷10和缺陷 6 的深度分别为 4.9 , 15.6 , 34.2mm , 受主管内 外 壁 弯 曲 弧 面 影 响, 传 播 声 程 改 变 且 聚
对应检测信噪比分别为 25.0 , 17.8 , 15.8dB 。下熔 焦效果减弱, 对 缺 陷 深 度 定 量 产 生 影 响。 如 图 6
合线及附近区域缺陷采用二次波检测, 声程相对较 所示, 对于深度相近的同类型缺陷, 腹部试块中缺
长, 信噪比有所降低, 约为 12.9~14.0dB 。 陷的深 度 定 量 误 差 整 体 上 略 高 于 肩 部 试 块 中 缺
陷。如缺陷 1 ( 肩 部 试 块 中) 和 缺 陷 7 ( 腹 部 试 块
中) 的深度分别为 4.9mm 与 5.0mm , 深度定量误
差分别约为 4.1% 和 6.0% 。
需要指出的是, PAUT 检测图像中仍然存在伪
像干扰, 这是因为, BOSS 焊缝的晶粒散射会产生结
构噪声, 以及焊缝形状不规则导致, 内部端角处发生
波型转换。实际检测时有必要结合待测工件的结构
特征加以区分。最后值得注意的是, BOSS 焊缝表
图 5 BOSS焊缝不同缺陷的检测信号信噪比
面均为曲面且形状不规则, 使用商售硬质楔块时的
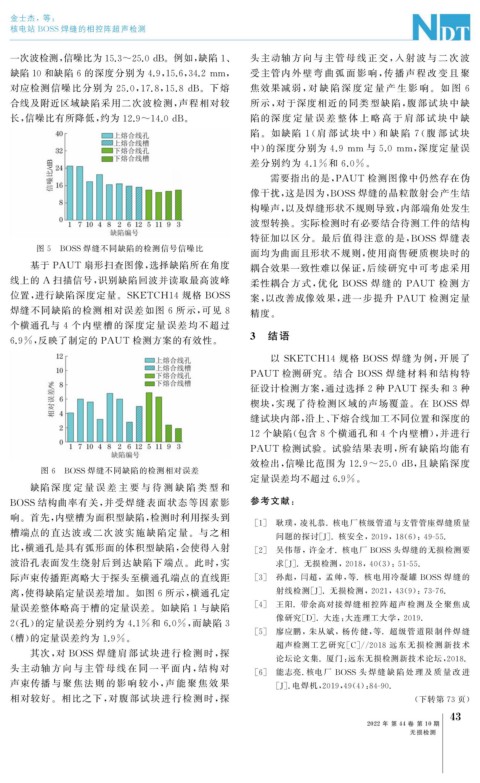
基于 PAUT 扇形扫查图像, 选择缺陷所在角度 耦合效果一致性难以保证, 后续研究中可考虑采用
线上的 A 扫描信号, 识别缺陷回波并读取最高波峰 柔性耦合方 式, 优 化 BOSS 焊 缝 的 PAUT 检 测 方
位置, 进行缺陷深度定量。 SKETCH14 规格 BOSS 案, 以改善成像效果, 进一步提升 PAUT 检测定量
焊缝不同缺陷的检测相对误差如图 6 所示, 可见 8 精度。
个横通孔与 4 个内壁槽的深度定量误差均 不超过
3 结语
6.9% , 反映了制定的 PAUT 检测方案的有效性。
以 SKETCH14 规格 BOSS 焊缝为例, 开展了
PAUT 检测研究。结合 BOSS 焊缝材料和结构特
征设计检测方案, 通过选择 2 种 PAUT 探头和 3 种
楔块, 实现了待检测区域的声场覆盖。在 BOSS 焊
缝试块内部, 沿上、 下熔合线加工不同位置和深度的
12 个缺陷( 包含 8 个横通孔和 4 个内壁槽), 并进行
PAUT 检测试验。试验结果表明, 所有缺陷均能有
效检出, 信噪比范围为 12.9~25.0dB , 且缺陷深度
图 6 BOSS焊缝不同缺陷的检测相对误差
定量误差均不超过 6.9% 。
缺陷 深 度 定 量 误 差 主 要 与 待 测 缺 陷 类 型 和
BOSS 结构曲率有关, 并受焊缝表面状态等因素影 参考文献:
响。首先, 内壁槽为面积型缺陷, 检测时利用探头到
[ 1 ] 耿璞,凌礼恭 . 核电厂核级管道与支管管座焊缝质量
槽端点的直达波或二次波实施缺陷定量。与之相
问题的探讨[ J ] . 核安全, 2019 , 18 ( 6 ): 49-55.
比, 横通孔是具有弧形面的体积型缺陷, 会使得入射 [ 2 ] 吴伟帮,许金才 . 核电厂 BOSS头焊缝的无损检测要
波沿孔表面发生绕射后到达缺陷下端点。此时, 实 求[ J ] . 无损检测, 2018 , 40 ( 3 ): 51-55.
际声束传播距离略大于探头至横通孔端点的直线距 [ 3 ] 孙彪,闫超,孟帅, 等 .核电用冷凝罐 BOSS 焊缝的
离, 使得缺陷定量误差增加。如图 6 所示, 横通孔定 射线检测[ J ] . 无损检测, 2021 , 43 ( 9 ): 73-76.
[ 4 ] 王阳 . 带余高对接焊缝相 控 阵 超 声 检 测 及 全 聚 焦 成
量误差整体略高于槽的定量误差。如缺陷 1 与缺陷
像研究[ D ] . 大连: 大连理工大学, 2019.
2 ( 孔) 的定量误差分别约为 4.1% 和 6.0% , 而缺陷 3
[ 5 ] 廖应鹏,朱从斌,杨传健, 等 .超级管 道 限 制 件 焊 缝
( 槽) 的定量误差约为 1.9% 。
超声检测工艺研究[ C ]// 2018 远 东 无 损 检 测 新 技 术
其次, 对 BOSS 焊 缝 肩 部 试 块 进 行 检 测 时, 探
论坛论文集 . 厦门: 远东无损检测新技术论坛, 2018.
头主动轴 方 向 与 主 管 母 线 在 同 一 平 面 内, 结 构 对 [ 6 ] 能志亮 . 核电厂 BOSS 头 焊 缝 缺 陷 处 理 及 质 量 改 进
声束传播 与 聚 焦 法 则 的 影 响 较 小, 声 能 聚 焦 效 果 [ J ] . 电焊机, 2019 , 49 ( 4 ): 84-90.
相对较好。相比之下, 对腹部试块进行检测时, 探 ( 下转第 73 页)
3
4
2022 年 第 44 卷 第 10 期
无损检测