
Page 61 - 无损检测2022年第九期
P. 61
陈 烨,等:
基于图像识别的管材尺寸特征参数采集与检测系统
大, 识别偏差率有所下降, 表明该检测系统对大管径 别偏差率为( 2.2±1.9 ) % ; 焊管的壁厚识别偏差率
样件的识别精度更高; 这主要是因为管径越大, 管径 为( 9.1 ±0.4 ) % 。
区域的面积越大, 单个像素造成的偏差影响降低, 检 由此可见, 不管是对管径还是对壁厚的识别, 检
测更为准确。 测系统对无缝管的识别精度都显著高于对有缝管的
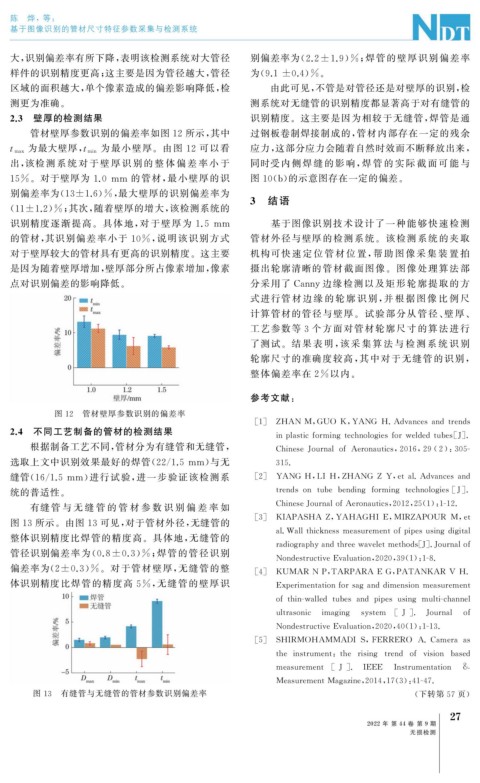
2.3 壁厚的检测结果 识别精度。这主要是因为相较于无缝管, 焊管是通
管材壁厚参数识别的偏差率如图 12 所示, 其中 过钢板卷制焊接制成的, 管材内部存在一定的残余
为最小壁厚。由图 12 可以看 应力, 这部分应力会随着自然时效而不断释放出来,
t max 为最大壁厚, t min
出, 该检 测 系 统 对 于 壁 厚 识 别 的 整 体 偏 差 率 小 于 同时受内 侧 焊 缝 的 影 响, 焊 管 的 实 际 截 面 可 能 与
15% 。对于壁厚为 1.0 mm 的管材, 最小壁厚的识 图 10 ( b ) 的示意图存在一定的偏差。
别偏差率为( 13±1.6 ) % , 最大壁厚的识别偏差率为
3 结语
( 11±1.2 ) % ; 其次, 随着壁厚的增大, 该检测系统的
识别精度逐渐提高。具体地, 对于壁厚为 1.5 mm 基于图像识别技术设计了一种能够快速检测
的管材, 其识别偏差率小于 10% , 说明该识别方式 管材外径与壁厚的检测系统。该检测系统的夹取
对于壁厚较大的管材具有更高的识别精度。这主要 机构可快 速 定 位 管 材 位 置, 帮 助 图 像 采 集 装 置 拍
是因为随着壁厚增加, 壁厚部分所占像素增加, 像素 摄出轮廓清晰的管材截面图像。图像处理算法部
点对识别偏差的影响降低。 分采用了 Cann y 边缘检测以及矩形轮廓提取的方
式进行管 材 边 缘 的 轮 廓 识 别, 并 根 据 图 像 比 例 尺
计算管材的管径与壁厚。试验部分从管径、 壁厚、
工艺参数等 3 个方面对管材轮廓尺寸的算法进行
了测试。结 果 表 明, 该 采 集 算 法 与 检 测 系 统 识 别
轮廓尺寸的准确度较高, 其中对于无缝管的识别,
整体偏差率在 2% 以内。
参考文献:
图 12 管材壁厚参数识别的偏差率
[ 1 ] ZHAN M , GUO K , YANG H.Advancesandtrends
2.4 不同工艺制备的管材的检测结果
inp lasticformin gtechnolo g iesforweldedtubes [ J ] .
根据制备工艺不同, 管材分为有缝管和无缝管, ChineseJournalof Aeronautics , 2016 , 29 ( 2 ): 305-
选取上文中识别效果最好的焊管( 22 / 1.5mm ) 与无 315.
缝管( 16 / 1.5mm ) 进行试验, 进一步验证该检测系 [ 2 ] YANG H , LIH , ZHANG Z Y , etal.Advancesand
统的普适性。 trendson tube bendin g formin g technolo g ies [ J ] .
有缝 管 与 无 缝 管 的 管 材 参 数 识 别 偏 差 率 如 ChineseJournalofAeronautics , 2012 , 25 ( 1 ): 1-12.
图 13 所示。由图 13 可见, 对于管材外径, 无缝管的 [ 3 ] KIAPASHA Z , YAHAGHIE , MIRZAPOUR M , et
al.Wallthicknessmeasurementofp i p esusin gdi g ital
整体识别精度比焊管的精度高。具体地, 无缝管的
radio g ra p h yandthreewaveletmethods [ J ] .Journalof
管径识别偏差率为( 0.8±0.3 ) % ; 焊管的管径识别
NondestructiveEvaluation , 2020 , 39 ( 1 ): 1-8.
偏差率为( 2±0.3 ) % 。对于管材壁厚, 无缝管的整
[ 4 ] KUMAR NP , TARPARA E G , PATANKAR V H.
体识别精度比焊管的精度高 5% , 无缝管的壁厚识 Ex p erimentationforsa ganddimension measurement
ofthin-walledtubesand p i p es usin g multi-channel
ultrasonic ima g in g s y stem [ J ] . Journal of
NondestructiveEvaluation , 2020 , 40 ( 1 ): 1-13.
[ 5 ] SHIRMOHAMMADIS , FERRERO A.Cameraas
theinstrument : the risin g trend of vision based
measurement [ J ] . IEEE Instrumentation &
MeasurementMa g azine , 2014 , 17 ( 3 ): 41-47.
图 13 有缝管与无缝管的管材参数识别偏差率 ( 下转第 57 页)
7
2
2022 年 第 44 卷 第 9 期
无损检测