
Page 59 - 无损检测2022年第九期
P. 59
陈 烨,等:
基于图像识别的管材尺寸特征参数采集与检测系统
过该算法识别的图像只需要根据编号即可定位图像
中的轮廓。
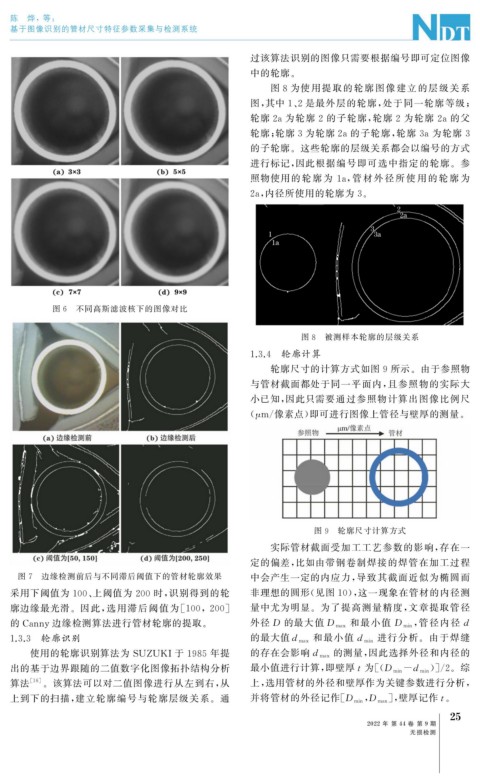
图 8 为使用提取的轮廓图像建立的层级关系
图, 其中 1 、 2 是最外层的轮廓, 处于同一轮廓等级;
轮廓 2a为轮廓 2 的子轮廓, 轮廓 2 为轮廓 2a 的父
轮廓; 轮廓 3 为轮廓 2a的子轮廓, 轮廓 3a为轮廓 3
的子轮廓。这些轮廓的层级关系都会以编号的方式
进行标记, 因此根据编号即可选中指定的轮廓。参
照物使用 的 轮 廓 为 1a , 管 材 外 径 所 使 用 的 轮 廓 为
2a , 内径所使用的轮廓为 3 。
图 6 不同高斯滤波核下的图像对比
图 8 被测样本轮廓的层级关系
1.3.4 轮廓计算
轮廓尺寸的计算方式如图 9 所示。由于参照物
与管材截面都处于同一平面内, 且参照物的实际大
小已知, 因此只需要通过参照物计算出图像比例尺
( m / 像素点) 即可进行图像上管径与壁厚的测量。
μ
图 9 轮廓尺寸计算方式
实际管材截面受加工工艺参数的影响, 存在一
定的偏差, 比如由带钢卷制焊接的焊管在加工过程
图 7 边缘检测前后与不同滞后阈值下的管材轮廓效果 中会产生一定的内应力, 导致其截面近似为椭圆而
采用下阈值为 100 、 上阈值为 200 时, 识别得到的轮 非理想的圆形( 见图 10 ), 这一现象在管材的内径测
廓边缘最光滑。因此, 选用滞后阈值为[ 100 , 200 ] 量中尤为明显。为了提高测量精度, 文章提取管径
的 Cann y 边缘检测算法进行管材轮廓的提取。 外径 D 的最大值 D max 和最小值 D min , 管径内径 d
1.3.3 轮廓识别 的最大值d max 和最小值 d min 进行分析。由于焊缝
使用的轮廓识别算法为 SUZUKI于 1985 年提 的存在会影响d max 的测量, 因此选择外径和内径的
出的基于边界跟随的二值数字化图像拓扑结构分析 最小值进行计算, 即壁厚t 为[( D min-d min )]/ 2 。综
算法 [ 16 ] 。该算法可以对二值图像进行从左到右, 从 上, 选用管材的外径和壁厚作为关键参数进行分析,
,
上到下的扫描, 建立轮廓编号与轮廓层级关系。通 并将管材的外径记作[ D min D max ], 壁厚记作t 。
5
2
2022 年 第 44 卷 第 9 期
无损检测