
Page 71 - 无损检测2022年第八期
P. 71
王业民,等:
奥氏体复合材料压力容器对接接头的相控阵超声检测
1.2 焊接工艺
焊缝填充方式为基层焊 - 过渡层焊 - 复合层焊。
焊接次序如图 2 所示, 具体步骤: ① 用基层焊
接材料进行基 层填充 焊 接; ② 在 复 合 层 侧 气 刨 清
根, 进行渗透检测; ③ 用奥氏体钢焊接材料进行过
渡层填充焊接; ④ 将过渡层焊缝余高打磨平; ⑤ 用
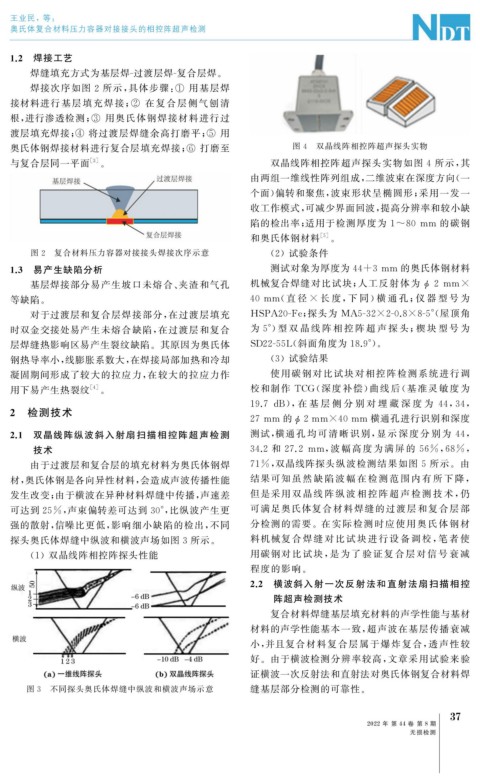
奥氏体钢焊接材料进行复合层填充焊接; ⑥ 打磨至 图 4 双晶线阵相控阵超声探头实物
与复合层同一平面 [ 3 ] 。 双晶线阵相控阵超声探头实物如图 4 所示, 其
由两组一维线性阵列组成, 二维波束在深度方向( 一
个面) 偏转和聚焦, 波束形状呈椭圆形; 采用一发一
收工作模式, 可减少界面回波, 提高分辨率和较小缺
陷的检出率; 适用于检测厚度为 1~80 mm 的碳钢
和奥氏体钢材料 [ 5 ] 。
图 2 复合材料压力容器对接接头焊接次序示意 ( 2 )试验条件
1.3 易产生缺陷分析 测试对象为厚度为 44+3mm 的奥氏体钢材料
基层焊接部分易产生坡口未熔合、 夹渣和气孔 机械复合焊缝对比试块; 人工反射体为 ϕ 2 mm×
等缺陷。 40mm ( 直 径 × 长 度, 下 同) 横 通 孔; 仪 器 型 号 为
对于过渡层和复合层焊接部分, 在过渡层填充 HSPA20-Fe ; 探头为 MA5-32×2-0.8×8-5° ( 屋顶角
时双金交接处易产生未熔合缺陷, 在过渡层和复合 为 5° ) 型 双 晶 线 阵 相 控 阵 超 声 探 头; 楔 块 型 号 为
层焊缝热影响区易产生裂纹缺陷。其原因为奥氏体 SD22-55L ( 斜面角度为 18.9° )。
钢热导率小, 线膨胀系数大, 在焊接局部加热和冷却 ( 3 )试验结果
凝固期间形成了较大的拉应力, 在较大的拉应力作 使用碳钢对比试块对相控阵检测系统进行调
用下易产生热裂纹 [ 4 ] 。 校和制作 TCG ( 深度补偿) 曲线后( 基准灵 敏 度 为
19.7dB ), 在 基 层 侧 分 别 对 埋 藏 深 度 为 44 , 34 ,
2 检测技术
27mm 的 ϕ 2mm×40mm 横通孔进行识别和深度
2.1 双晶线阵纵波斜入射扇扫描相控阵超声检测 测试, 横通 孔 均 可 清 晰 识 别, 显 示 深 度 分 别 为 44 ,
技术 34.2 和 27.2 mm , 波 幅 高 度 为 满 屏 的 56% , 68% ,
由于过渡层和复合层的填充材料为奥氏体钢焊 71% , 双晶线阵探头纵波检测结果如图 5 所示。由
材, 奥氏体钢是各向异性材料, 会造成声波传播性能 结果可知 虽 然 缺 陷 波 幅 在 检 测 范 围 内 有 所 下 降,
发生改变; 由于横波在异种材料焊缝中传播, 声速差 但是采用 双 晶 线 阵 纵 波 相 控 阵 超 声 检 测 技 术, 仍
可达到 25% , 声束偏转差可达到 30° , 比纵波产生更 可满足奥氏体复合材料焊缝的过渡层和复合层部
强的散射, 信噪比更低, 影响细小缺陷的检出, 不同 分检测的需要。在实际检测时应使用 奥 氏 体 钢 材
探头奥氏体焊缝中纵波和横波声场如图 3 所示。 料机械复 合 焊 缝 对 比 试 块 进 行 设 备 调 校, 笔 者 使
( 1 )双晶线阵相控阵探头性能 用碳钢对 比 试 块, 是 为 了 验 证 复 合 层 对 信 号 衰 减
程度的影响。
2.2 横波斜入射一次反射法和直射法扇扫描相控
阵超声检测技术
复合材料焊缝基层填充材料的声学性能与基材
材料的声学性能基本一致, 超声波在基层传播衰减
小, 并且复合材料复合层属于爆炸复合, 透声性较
好。由于横波检测分辨率较高, 文章采用试验来验
证横波一次反射法和直射法对奥氏体钢复合材料焊
图 3 不同探头奥氏体焊缝中纵波和横波声场示意 缝基层部分检测的可靠性。
7
3
2022 年 第 44 卷 第 8 期
无损检测