
Page 76 - 无损检测2022年第八期
P. 76
王业民,等:
奥氏体复合材料压力容器对接接头的相控阵超声检测
泵自动喷洒。 压力容器筒体对接焊缝相控阵超声检测工艺是可行
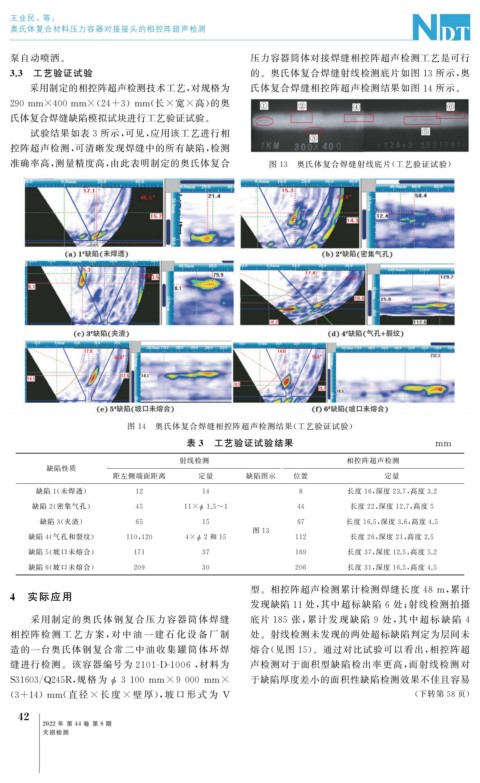
3.3 工艺验证试验 的。奥氏体复合焊缝射线检测底片如图 13 所示, 奥
采用制定的相控阵超声检测技术工艺, 对规格为 氏体复合焊缝相控阵超声检测结果如图 14 所示。
290mm×400mm× ( 24+3 ) mm ( 长 × 宽 × 高) 的奥
氏体复合焊缝缺陷模拟试块进行工艺验证试验。
试验结果如表 3 所示, 可见, 应用该工艺进行相
控阵超声检测, 可清晰发现焊缝中的所有缺陷, 检测
准确率高, 测量精度高, 由此表明制定的奥氏体复合 图 13 奥氏体复合焊缝射线底片( 工艺验证试验)
图 14 奥氏体复合焊缝相控阵超声检测结果( 工艺验证试验)
表 3 工艺验证试验结果 mm
射线检测 相控阵超声检测
缺陷性质
距左侧端面距离 定量 缺陷图示 位置 定量
缺陷 1 ( 未焊透) 12 14 8 长度 16 , 深度 23.7 , 高度 3.2
缺陷 2 ( 密集气孔) 45 11× ϕ 1.5~1 44 长度 22 , 深度 12.7 , 高度 5
缺陷 3 ( 夹渣) 65 15 67 长度 16.5 , 深度 3.6 , 高度 4.5
图 13
缺陷 4 ( 气孔和裂纹) 110 , 120 4× ϕ 2 和 15 112 长度 26 , 深度 21 , 高度 2.5
缺陷 5 ( 坡口未熔合) 171 37 169 长度 37 , 深度 12.5 , 高度 5.2
缺陷 6 ( 坡口未熔合) 209 30 206 长度 31 , 深度 16.5 , 高度 4.5
型。相控阵超声检测累计检测焊缝长度 48m , 累计
4 实际应用
发现缺陷 11 处, 其中超标缺陷 6 处; 射线检测拍摄
采用制定的奥氏体钢复合压力容器筒体焊缝 底片 185 张, 累计发 现缺陷 9 处, 其 中 超 标 缺 陷 4
相控阵检 测 工 艺 方 案, 对 中 油 一 建 石 化 设 备 厂 制 处。射线检测未发现的两处超标缺陷判定为层间未
造的一台奥氏体钢复合常二中油收集罐筒体环焊 熔合( 见图 15 )。通过对比试验可以看出, 相控阵超
缝进行检测。该容器编号为2101-D-1006 , 材料为 声检测对于面积型缺陷检出率更高, 而射线检测对
S31603 / Q245R , 规格为 ϕ 3100 mm×9000 mm× 于缺陷厚度差小的面积性缺陷检测效果不佳且容易
( 3+14 ) mm ( 直 径 × 长 度 × 壁 厚), 坡 口 形 式 为 V ( 下转第 58 页)
4
2
2022 年 第 44 卷 第 8 期
无损检测