
Page 67 - 无损检测2022年第八期
P. 67
徐凤丽,等:
活塞波浪形内冷油道位置的工业 CT 测量
图 4 6 MeV 高能工业 CT 检测系统外观
优于 0.3% 。
2.2 试样
试样为金属模铸造的具有波浪形内冷油道的某型
号铝合金活塞( 见图5 ), 直径为110mm , 高100mm , 其
内冷油道采用的成型方法为水溶盐芯法, 有左右两
个油道, 共计 30 件。该型号活塞要求油道轴向偏差
不超过 5.0mm , 径向偏差不超过 2.5mm 。
图 3 内冷油道有无轴向偏差情况示意
h ( 1 / m -1 / n )
k= ( 1 )
S 1 -S 2
h h ( 1 / m -1 / n )
- S 1
m S 1 -S 2
b= ( 2 )
h h ( 1 / m -1 / n )
- S 2
n S 1 -S 2 图 5 活塞实物
记h / m 图像或h / n 图像中油道面积最大值为 2.3 试验参数
, 则轴向偏差σ 为
S max , 最小值为 S min 首先在 DR 检测模式下对活塞试样进行 DR 成
) ( 3 )
σ= k ( S max -S min 像检测; 然后在三代 CT 检测模式下, 设置切片厚度
当油 道 存 在 左、 右 油 道 时, 分 别 计 算 左、 右 油 为0.5mm , 微动次数为 2 次, 触发次数为 4096 次,
道在h / m 图像 中 油 道 面 积 ( S 1 左 、 S 1 右 ), h / n 图 像 重建 矩 阵 为 4096×4096 , 转 台 速 度 为 1.3 转·
中对应位置油道面积( S 2 左 、 S 2 右 ), 代入式( 2 ) 计算 min ; 在该工艺条件下, 对活塞试样进行 CT 扫描
-1
k左 、 k右 、 b 左 、 b 右 , 则油道整体轴向偏差为 检测, 活塞油道的尺寸测量精度为 50 μ m 。
( 4 )
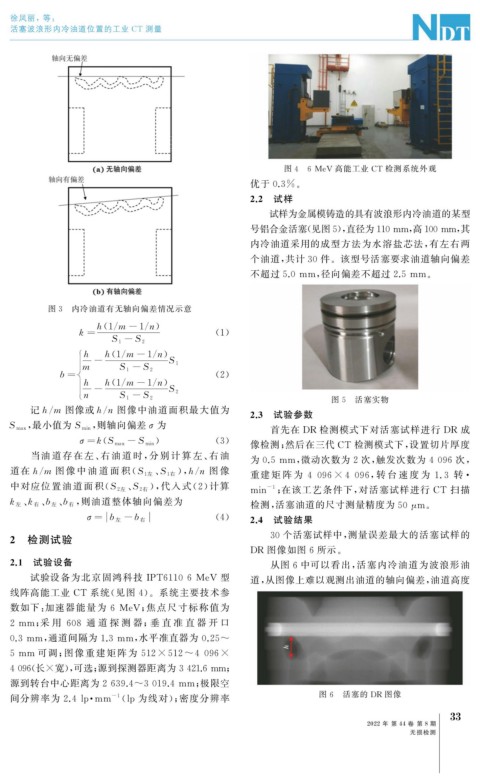
σ= b左 - b右 2.4 试验结果
2 检测试验 30 个活塞试样中, 测量误差最大的活塞试样的
DR 图像如图 6 所示。
2.1 试验设备 从图 6 中可以看出, 活塞内冷油道为波浪形油
试验设备为北京固鸿科技 IPT61106 MeV 型 道, 从图像上难以观测出油道的轴向偏差, 油道高度
线阵高能工业 CT 系统( 见图 4 )。系统主要技术参
数如下: 加速器能量为 6 MeV ; 焦点尺寸标称值为
2mm ; 采 用 608 通 道 探 测 器; 垂 直 准 直 器 开 口
0.3mm , 通道间隔为 1.3mm , 水平准直器为 0.25~
5mm 可调; 图 像重建矩阵为 512×512~4096×
4096 ( 长×宽), 可选; 源到探测器距离为3 421.6mm ;
源到转台中心距离为2639.4~3019.4mm ; 极限空
图 6 活塞的 DR 图像
·
间分辨率为 2.4l p mm -1 ( l p 为线对); 密度分辨率
3
3
2022 年 第 44 卷 第 8 期
无损检测