
Page 75 - 无损检测2022年第八期
P. 75
王业民,等:
奥氏体复合材料压力容器对接接头的相控阵超声检测
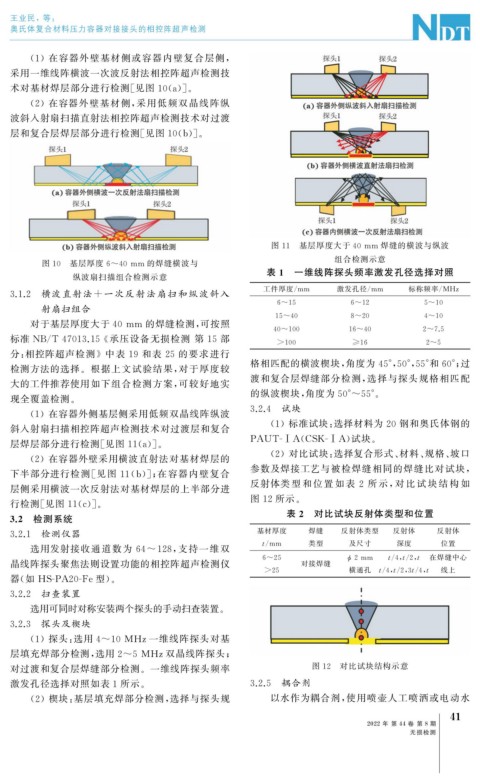
( 1 )在容器外壁基材侧或容器内壁复合层侧,
采用一维线阵横波一次波反射法相控阵超声检测技
术对基材焊层部分进行检测[ 见图 10 ( a )]。
( 2 )在容器外壁基材侧, 采用低频双晶线阵纵
波斜入射扇扫描直射法相控阵超声检测技术对过渡
层和复合层焊层部分进行检测[ 见图 10 ( b )]。
图 11 基层厚度大于 40mm 焊缝的横波与纵波
组合检测示意
图 10 基层厚度 6~40mm 的焊缝横波与
表 1 一维线阵探头频率激发孔径选择对照
纵波扇扫描组合检测示意
3.1.2 横波直射法 + 一次反射法扇扫和纵波斜入 工件厚度 / mm 激发孔径 / mm 标称频率 / MHz
6~15 6~12 5~10
射扇扫组合
15~40 8~20 4~10
对于基层厚度大于 40mm 的焊缝检测, 可按照
40~100 16~40 2~7.5
标准 NB / T47013.15 《 承压设备无损检测 第 15 部
>100 ≥16 2~5
分: 相控阵超声检测》中表 19 和表 25 的要求进行
格相匹配的横波楔块, 角度为 45° , 50° , 55° 和 60° ; 过
检测方法的选择。根据上文试验结果, 对于厚度较
渡和复合层焊缝部分检测, 选择与探头规格相匹配
大的工件推荐使用如下组合检测方案, 可较好地实
的纵波楔块, 角度为 50°~55° 。
现全覆盖检测。
( 1 )在容器外侧基层侧采用低频双晶线阵纵波 3.2.4 试块
( 1 )标准试块: 选择材料为 20 钢和奥氏体钢的
斜入射扇扫描相控阵超声检测技术对过渡层和复合
PAUT-ⅠA ( CSK-ⅠA ) 试块。
层焊层部分进行检测[ 见图 11 ( a )]。
( 2 )对比试块: 选择复合形式、 材料、 规格、 坡口
( 2 )在容器外壁采用横波直射法对基材焊层的
参数及焊接工艺与被检焊缝相同的焊缝比对试块,
下半部分进行检测[ 见图 11 ( b )]; 在容器内壁复合
反射体类 型 和 位 置 如 表 2 所 示, 对 比 试 块 结 构 如
层侧采用横波一次反射法对基材焊层的上半部分进
图 12 所示。
行检测[ 见图 11 ( c )]。
表 2 对比试块反射体类型和位置
3.2 检测系统
3.2.1 检测仪器 基材厚度 焊缝 反射体类型 反射体 反射体
选用发射接收通道数为 64~128 , 支持一维双 t / mm 类型 及尺寸 深度 位置
t / 4 , t / 2 , t 在焊缝中心
晶线阵探头聚焦法则设置功能的相控阵超声检测仪 6~25 对接焊缝 ϕ 2mm
>25 横通孔 t / 4 , t / 2 , 3 t / 4 , t 线上
器( 如 HS-PA20-Fe型)。
3.2.2 扫查装置
选用可同时对称安装两个探头的手动扫查装置。
3.2.3 探头及楔块
( 1 )探头: 选用 4~10MHz一维线阵探头对基
层填充焊部分检测, 选用 2~5MHz双晶线阵探头;
对过渡和复合层焊缝部分检测。一维线阵探头频率 图 12 对比试块结构示意
激发孔径选择对照如表 1 所示。 3.2.5 耦合剂
( 2 )楔块: 基层填充焊部分检测, 选择与探头规 以水作为耦合剂, 使用喷壶人工喷洒或电动水
1
4
2022 年 第 44 卷 第 8 期
无损检测