
Page 65 - 无损检测2022年第七期
P. 65
张国强,等:
奥氏体焊缝的两种超声检测方法对比
图 5 焊缝中心缺陷的全聚焦相控阵检测结果
图 6 焊缝熔合线处缺陷的全聚焦相控阵检测结果
表面区域的检测灵敏度不足。为了补偿近表面的检
测灵敏度, 缩小探头中心距, 再增加一次扫查, 当中
心距为— 10mm 时, 近表面 5mm 的缺陷能够清晰
显示在目标区中( 见图 7 )。
图 7 近表面人工缺陷显示
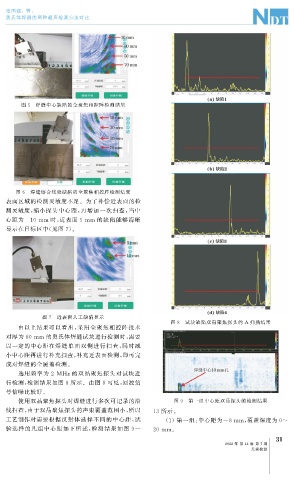
图 8 试块缺陷双晶聚焦探头的 A 扫描结果
由以上结果可以看出, 采用全聚焦相控阵技术
对厚为 80mm 的奥氏体焊缝试块进行检测时, 需要
以一定的中心距在焊缝单面双侧进行扫查, 同时减
小中心距再进行补充扫查, 补充近表面检测, 即可完
成对焊缝的全覆盖检测。
选用频率为 2 MHz的双晶聚焦探头对试块进
行检测, 检测结果如图 8 所示。由图 8 可见, 回波信
号信噪比较好。
使用双晶聚焦探头对焊缝进行多次可记录的沿 图 9 第一组中心距双晶探头的检测结果
线扫查, 由于双晶聚焦探头的声束覆盖范围小, 所以 13 所示。
工艺制作时需要根据反射体选择不同的中心距, 试 ( 1 )第一组: 中心距为 -8mm , 覆盖深度为0~
20mm 。
验选择的几组中心距如下所述, 检测结果如图 9~
1
3
2022 年 第 44 卷 第 7 期
无损检测