
Page 115 - 无损检测2022年第三期
P. 115
崔宗辉, 等:
飞机襟翼滑轨的磁粉检测
4 退磁
磁粉检测后的退磁工序非常重要, 剩磁超标将
有可能使磨损后脱落的铁屑附粘在滑轨或滑架滚轮
上, 加剧滑轨表面的破坏。实践经验证明, 电磁轭退
磁是一种有效的退磁方法, 特别是对于大型零部件
在退磁机退磁后局部残存磁场的退磁, 以及构件局
部磁化后的退磁, Y-7 型电磁轭均可以达到满意的
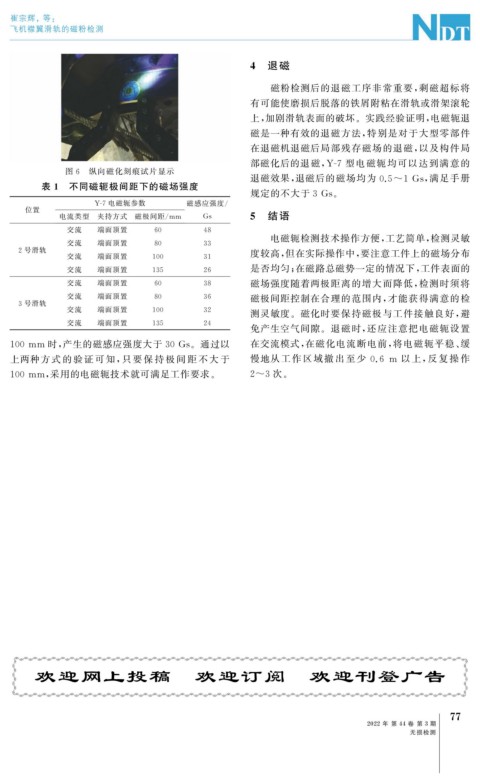
图 6 纵向磁化刻痕试片显示
退磁效果, 退磁后的磁场均为 0.5~1Gs , 满足手册
表 1 不同磁轭极间距下的磁场强度
规定的不大于 3Gs 。
Y-7 电磁轭参数 磁感应强度 /
位置
电流类型 夹持方式 磁极间距 / mm Gs 5 结语
交流 端面顶置 60 48
电磁轭检测技术操作方便, 工艺简单, 检测灵敏
交流 端面顶置 80 33
2 号滑轨 度较高, 但在实际操作中, 要注意工件上的磁场分布
交流 端面顶置 100 31
交流 端面顶置 135 26 是否均匀; 在磁路总磁势一定的情况下, 工件表面的
交流 端面顶置 60 38 磁场强度随着两极距离的增大而降低, 检测时须将
交流 端面顶置 80 36 磁极间距控制在合理的范围内, 才能获得满意的检
3 号滑轨
交流 端面顶置 100 32 测灵敏度。磁化时要保持磁极与工件接触良好, 避
交流 端面顶置 135 24
免产生空气间隙。退磁时, 还应注意把电磁轭设置
100mm 时, 产生的磁感应强度大于 30Gs 。通过以 在交流模式, 在磁化电流断电前, 将电磁轭平稳、 缓
上两种方 式 的 验 证 可 知, 只 要 保 持 极 间 距 不 大 于 慢地从 工 作 区 域 撤 出 至 少 0.6 m 以 上, 反 复 操 作
100mm , 采用的电磁轭技术就可满足工作要求。 2~3 次。
欢迎网上投稿 欢迎订阅 欢迎刊登广告
7
7
2022 年 第 44 卷 第 3 期
无损检测