
Page 107 - 无损检测2022年第三期
P. 107
苏宣机, 等:
电站锅炉小径管坡口未熔合缺陷的检出率分析
损检测第 2 部分: 射线检测》对受热面管进行双壁
双影倾斜透照椭圆成像检测。使用的射线机型号为
XT2505D , 曝光量为 15mA · min , 焦距为 600mm ,
像质计型号为 10FeJB , 胶片型号为 R400 ( C5 级),
显影液配方为柯达套药。由于空间受限, 检测时射 图 5 焊缝的相控阵超声检测声场设置
线源放置在管排前侧的下方, 胶片贴在管后侧( 见 重 的 为 第 3 , 11 , 14 管 焊 缝, 其 缺 陷 图 谱 如
#
#
#
图 3 ), 检测结果如图 4 所示, 所检的 20 道焊缝均未 图 6~8 所示。经分析发现缺陷均是探头放置在焊
发现未熔合缺陷。 缝下侧扫查时由四次波检测出的, 且缺陷方位与坡
口吻合, 因此判断缺陷为坡口未熔合, 缺陷的检测结
果如表 1 所示, 其中对 11 管焊缝进行了磁粉检测
#
确认缺陷为未熔合( 见图 9 ), 长为 21mm 。
图 3 管焊缝的射线检测布置示意
图 6 3 管焊缝的相控阵超声检测图谱
#
图 4 管焊缝的射线检测结果
1.2 相控阵超声检测
按照标准 NB / T47013.15-2021 《 承压设备无
损检测第 15 部分: 相控阵超声检测》对上述相同部
位的焊缝进行检测。试验采用 ISONIC2009 型相
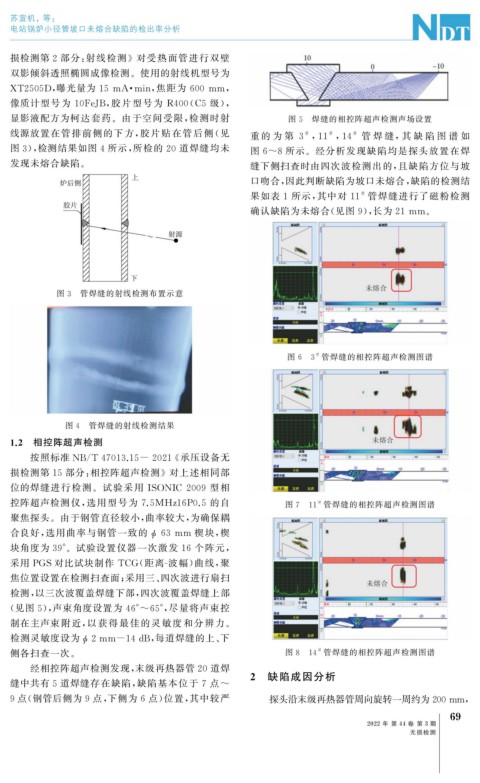
控阵超声检测仪, 选用型号为 7.5MHz16P0.5 的自 图 7 11 管焊缝的相控阵超声检测图谱
#
聚焦探头。由于钢管直径较小, 曲率较大, 为确保耦
合良好, 选用曲率与钢管一致的 ϕ 63mm 楔块, 楔
块角度为 39° 。试验设置仪器一次激发 16 个阵元,
采用 PGS 对比试块制作 TCG ( 距离 - 波幅) 曲线, 聚
焦位置设置在检测扫查面; 采用三、 四次波进行扇扫
检测, 以三次波覆盖焊缝下部, 四次波覆盖焊缝上部
( 见图 5 ), 声束角度设置为 46°~65° , 尽量将声束控
制在主声束附近, 以获得最佳的 灵敏度和分辨力。
检测灵敏度设为 ϕ 2mm-14dB , 每道焊缝的上、 下
#
侧各扫查一次。 图 8 14 管焊缝的相控阵超声检测图谱
经相控阵超声检测发现, 末级再热器管 20 道焊
2 缺陷成因分析
缝中共有 5 道焊缝存在缺陷, 缺陷基本位于 7 点 ~
9 点( 钢管后侧为 9 点, 下侧为 6 点) 位置, 其中较严 探头沿末级再热器管周向旋转一周约为200mm ,
9
6
2022 年 第 44 卷 第 3 期
无损检测