
Page 51 - 无损检测2022年第一期
P. 51
李运涛, 等:
铁素体与奥氏体异种钢焊接接头表面开口裂纹的电磁检测
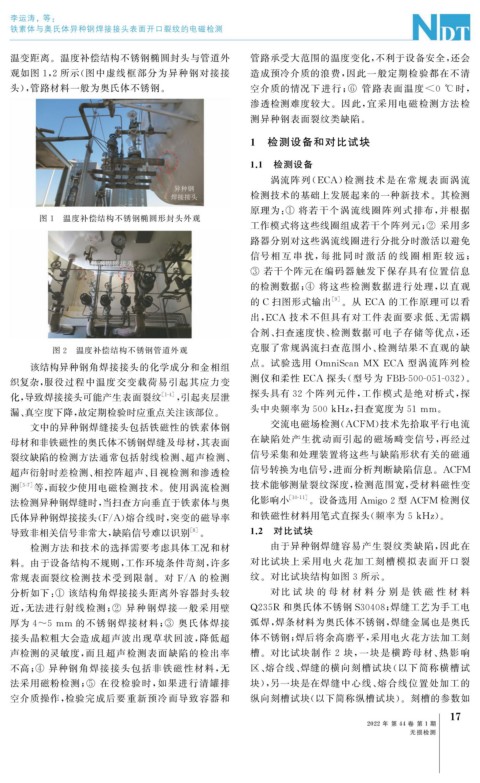
温变距离。温度补偿结构不锈钢椭圆封头与管道外 管路承受大范围的温度变化, 不利于设备安全, 还会
观如图 1 , 2 所示( 图中虚线框部分为异种钢对接接 造成预冷介质的浪费, 因此一般定期检验都在不清
头), 管路材料一般为奥氏体不锈钢。 空介质的情况下进行; ⑥ 管路表面温度 <0 ℃ 时,
渗透检测难度较大。因此, 宜采用电磁检测方法检
测异种钢表面裂纹类缺陷。
1 检测设备和对比试块
1.1 检测设备
涡流阵列( ECA ) 检测技术是在常规表面涡流
检测技术的基础上发展起来的一种新技术。其检测
原理为: ① 将若干个涡流线圈阵列式排布, 并根据
图 1 温度补偿结构不锈钢椭圆形封头外观
工作模式将这些线圈组成若干个阵列元; ② 采用多
路器分别对这些涡流线圈进行分批分时激活以避免
信号相 互 串 扰, 每 批 同 时 激 活 的 线 圈 相 距 较 远;
③ 若干个阵元在编码器触发下保存具有位置信息
的检测数据; ④ 将这些检测数据进行处理, 以直观
的 C 扫图形式输出 [ 9 ] 。从 ECA 的工作原理可以看
出, ECA 技术不但具有对工件表面要求低、 无需耦
合剂、 扫查速度快、 检测数据可电子存储等优点, 还
图 2 温度补偿结构不锈钢管道外观 克服了常规涡流扫查范围小、 检测结果不直观的缺
点。试验选用 OmniScan MX ECA 型涡流阵列检
该结构异种钢角焊接接头的化学成分和金相组
织复杂, 服役过程中温度交变载荷易引起其应力变 测仪和柔性 ECA 探头( 型号为 FBB-500-051-032 )。
化, 导致焊接接头可能产生表面裂纹 [ 1-4 ] , 引起夹层泄 探头具有 32 个阵列元件, 工作模式是绝对桥式, 探
头中央频率为 500kHz , 扫查宽度为 51mm 。
漏、 真空度下降, 故定期检验时应重点关注该部位。
文中的异种钢焊缝接头包括铁磁性的铁素体钢 交流电磁场检测( ACFM ) 技术先拾取平行电流
母材和非铁磁性的奥氏体不锈钢焊缝及母材, 其表面 在缺陷处产生扰动而引起的磁场畸变信号, 再经过
信号采集和处理装置将这些与缺陷形状有关的磁通
裂纹缺陷的检测方法通常包括射线检测、 超声检测、
超声衍射时差检测、 相控阵超声、 目视检测和渗透检 信号转换为电信号, 进而分析判断缺陷信息。 ACFM
测 [ 5-7 ] 等, 而较少使用电磁检测技术。使用涡流检测 技术能够测量裂纹深度, 检测范围宽, 受材料磁性变
法检测异种钢焊缝时, 当扫查方向垂直于铁素体与奥 化影响小 [ 10-11 ] 。设备选用 Ami g o2型 ACFM 检测仪
氏体异种钢焊接接头( F / A ) 熔合线时, 突变的磁导率 和铁磁性材料用笔式直探头( 频率为 5kHz )。
导致非相关信号非常大, 缺陷信号难以识别 [ 8 ] 。 1.2 对比试块
检测方法和技术的选择需要考虑具体工况和材 由于异种钢焊缝容易产生裂纹类缺陷, 因此在
料。由于设备结构不规则, 工作环境条件苛刻, 许多 对比试块上采用电火花加工刻槽模拟表面开口裂
常规表面裂纹检测技术受到限制。对 F / A 的检测 纹。对比试块结构如图 3 所示。
分析如下: ① 该结构角焊接接头距离外容器封头较 对比 试 块 的 母 材 材 料 分 别 是 铁 磁 性 材 料
近, 无法进行射线检测; ② 异种钢焊接一般采用壁 Q235R 和奥氏体不锈钢 S30408 ; 焊缝工艺为手工电
厚为 4~5mm 的不锈钢焊接材料; ③ 奥氏体焊接 弧焊, 焊条材料为奥氏体不锈钢, 焊缝金属也是奥氏
接头晶粒粗大会造成超声波出现草状回波, 降低超 体不锈钢; 焊后将余高磨平, 采用电火花方法加工刻
声检测的灵敏度, 而且超声检测表面缺陷的检出率 槽。对比试块制作 2 块, 一块是横跨母材、 热影响
不高; ④ 异种钢角焊接接头包括非铁磁性材料, 无 区、 熔合线、 焊缝的横向刻槽试块( 以下简称横槽试
法采用磁粉检测; ⑤ 在役检验时, 如果进行清罐排 块), 另一块是在焊缝中心线、 熔合线位置处加工的
空介质操作, 检验完成后要重新预冷而导致容器和 纵向刻槽试块( 以下简称纵槽试块)。刻槽的参数如
7
1
2022 年 第 44 卷 第 1 期
无损检测