
Page 49 - 无损检测2022年第一期
P. 49
周路生, 等:
核电厂厚壁高密度聚乙烯管道热熔接头的相控阵超声检测
数进行确认。采用 32inch 热熔接头校准试块上不 缺陷信号。
同深度的 ϕ 1mm 横孔制作 TCG ( 距离 - 波幅) 曲线, 6.2 检测结果
采用软件的自补偿修正功能建立基准灵敏度。扫查 现场检测结果表明该技术和配套装置可完全满
灵敏度应至少在基准灵敏度的基础上提高 14dB , 足现场检测的要求, 主要体现在: ① 相控阵探头与
在材料结构噪声太大无法实施检测的情况下, 扫查 配套充水式楔块可有效地适应 HDPE 管道不同的
灵敏度应在基准灵敏度的基础上提高 6dB 以上。 表面状态, 保证超声信号的稳定性; ② 可有效发现
由于该技术采用的是充水式水楔块, 超声耦合 HDPE 管道热熔接头内表面翻边的固有结构信号;
效果是实施现场检测的关键, 检测时可从 3 个方面 ③ 开发的相控阵检测工艺优化了扫查方式, 有效地
保证耦合效果。首先, 调整扫查装置的压紧机构和 提高了现场检测的效率。
管径调节机构, 确保带曲率的相控阵探头水楔块与
7 结语
管件外表面耦合良好并有足够的压紧力。其次, 对
除盐水耦合剂进行消气泡处理, 确保除盐水在喷水 研究解决了壁厚大于 90mm 的 HDPE 热熔接
过程中 无 气 泡 附 着 在 探 头 和 管 外 壁 上。 最 后, 对 头全体积范围缺陷检测的难题。试验和现场应用结
HDPE 管件外表面的不平整进行处理并在 扫查前 果均表明开发的检测技术可满足以下指标: ① 缺陷
对管外壁进行润湿。 的深度定位精度最大偏差为 4.7 mm , 小于 5% 壁
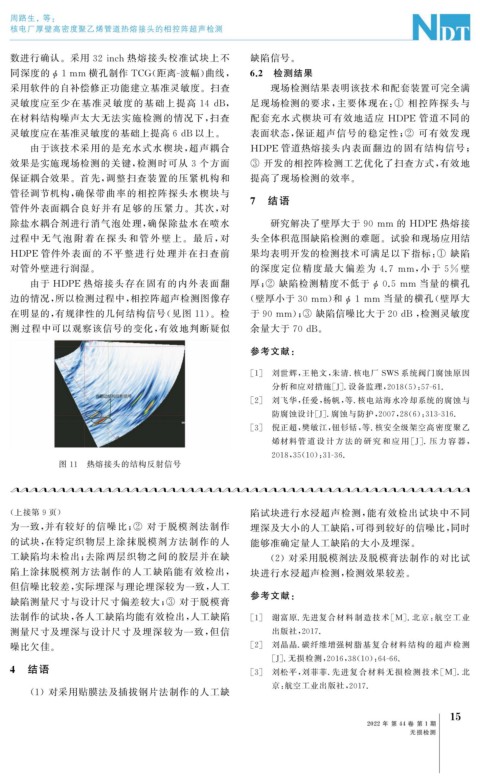
由于 HDPE 热熔接头存在固有的内外表面翻 厚; ② 缺陷检测精度不低于 ϕ 0.5mm 当量的横孔
边的情况, 所以检测过程中, 相控阵超声检测图像存 ( 壁厚小于 30mm ) 和 ϕ 1mm 当量的横孔( 壁厚大
在明显的, 有规律性的几何结构信号( 见图 11 )。检 于90mm ); ③ 缺陷信噪比大于20dB , 检测灵敏度
测 过程中可以观察该信号的变化, 有效地判断疑似 余量大于 70dB 。
参考文献:
[ 1 ] 刘世辉, 王艳文, 朱清 . 核电厂 SWS系统阀门腐蚀原因
分析和应对措施[ J ] . 设备监理, 2018 ( 5 ): 57-61.
[ 2 ] 刘飞华, 任爱, 杨帆, 等 . 核电站海水冷却系统的腐蚀与
防腐蚀设计[ J ] . 腐蚀与防护, 2007 , 28 ( 6 ): 313-316.
[ 3 ] 倪正超, 樊敏江, 钮钐铦, 等 . 核安全级架空高密度聚乙
烯材料 管 道 设 计 方 法 的 研 究 和 应 用 [ J ] . 压 力 容 器,
2018 , 35 ( 10 ): 31-36.
图 11 热熔接头的结构反射信号
( 上接第 9 页) 陷试块进行水浸超声检测, 能有效检出试块中不同
为一致, 并有较好的信噪比; ② 对于脱模剂法制作 埋深及大小的人工缺陷, 可得到较好的信噪比, 同时
的试块, 在特定织物层上涂抹脱模剂方法制作的人 能够准确定量人工缺陷的大小及埋深。
工缺陷均未检出; 去除两层织物之间的胶层并在缺 ( 2 )对采用脱模剂法及脱模膏法制作的对比试
陷上涂抹脱模剂方法制作的人工缺陷能有效检出, 块进行水浸超声检测, 检测效果较差。
但信噪比较差, 实际埋深与理论埋深较为一致, 人工
参考文献:
缺陷测量尺寸与设计尺寸偏差较大; ③ 对于脱模膏
法制作的试块, 各人工缺陷均能有效检出, 人工缺陷 [ 1 ] 谢富原 . 先进复合材料制造技术[ M ] . 北 京: 航 空 工 业
测量尺寸及埋深与设计尺寸及埋深较为一致, 但信 出版社, 2017.
[ 2 ] 刘晶晶 . 碳纤维增强树脂基复合材料结构的超声检测
噪比欠佳。
[ J ] . 无损检测, 2016 , 38 ( 10 ): 64-66.
4 结语 [ 3 ] 刘松平, 刘菲菲 . 先进复合材料无损检测 技 术[ M ] . 北
( 1 )对采用贴膜法及插拔钢片法制作的人工缺 京: 航空工业出版社, 2017.
5
1
2022 年 第 44 卷 第 1 期
无损检测