
Page 46 - 无损检测2022年第一期
P. 46
周路生, 等:
核电厂厚壁高密度聚乙烯管道热熔接头的相控阵超声检测
布如图 2 所示。 材熔接端面清洗不彻底, 材料内部存在空气、 端面粘
有水珠或管材放置时间过长而吸潮。管材壁厚过大
或接头冷却过程中散热不均也易导致熔融区的中心
部位出现收缩, 进而形成冷却缩孔。
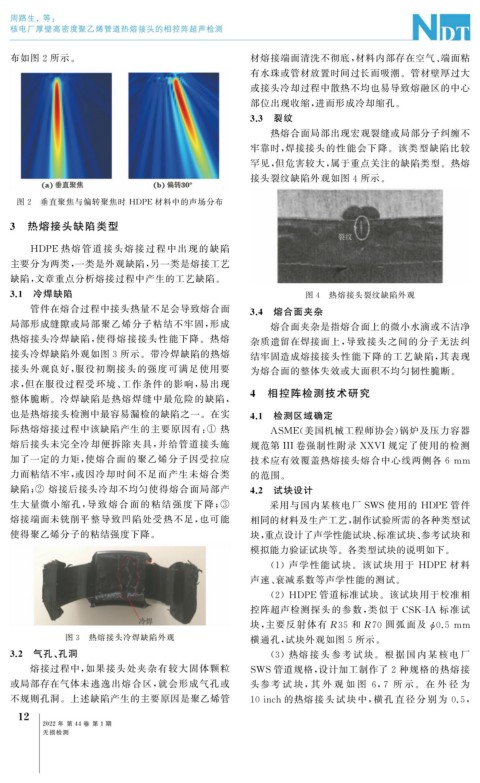
3.3 裂纹
热熔合面局部出现宏观裂缝或局部分子纠缠不
牢靠时, 焊接接头的性能会下降。该类型缺陷比较
罕见, 但危害较大, 属于重点关注的缺陷类型。热熔
接头裂纹缺陷外观如图 4 所示。
图 2 垂直聚焦与偏转聚焦时 HDPE 材料中的声场分布
3 热熔接头缺陷类型
HDPE 热熔管道接头熔接过程中出现 的缺陷
主要分为两类, 一类是外观缺陷, 另一类是熔接工艺
缺陷, 文章重点分析熔接过程中产生的工艺缺陷。
3.1 冷焊缺陷 图 4 热熔接头裂纹缺陷外观
管件在熔合过程中接头热量不足会导致熔合面 3.4 熔合面夹杂
局部形成缝隙或局部聚乙烯分子粘结不牢固, 形成 熔合面夹杂是指熔合面上的微小水滴或不洁净
热熔接头冷焊缺陷, 使得熔接接头性能下降。热熔 杂质遗留在焊接面上, 导致接头之间的分子无法纠
接头冷焊缺陷外观如图 3 所示。带冷焊缺陷的热熔 结牢固造成熔接接头性能下降的工艺缺陷, 其表现
接头外观良好, 服役初期接头的强度可满足使用要 为熔合面的整体失效或大面积不均匀韧性脆断。
求, 但在服役过程受环境、 工作条件的影响, 易出现
4 相控阵检测技术研究
整体脆断。冷焊缺陷是热熔焊缝中最危险的缺陷,
也是热熔接头检测中最容易漏检的缺陷之一。在实 4.1 检测区域确定
际热熔熔接过程中该缺陷产生的主要原因有: ① 热 ASME ( 美国机械工程师协会) 锅炉及压力容器
熔后接头未完全冷却便拆除夹具, 并给管道接头施 规范第III卷强制性附录 XXVI规定了使用的检测
加了一定的力矩, 使熔合面的聚乙烯分子因受拉应 技术应有效覆盖热熔接头熔合中心线两侧各 6mm
力而粘结不牢, 或因冷却时间不足而产生未熔合类 的范围。
缺陷; ② 熔接后接头冷却不均匀使得熔合面局部产 4.2 试块设计
生大量微小缩孔, 导致熔合面的粘结强 度下降; ③ 采用与国内某核电厂 SWS 使用的 HDPE 管件
熔接端面未铣削平整导致凹陷处受热不足, 也可能 相同的材料及生产工艺, 制作试验所需的各种类型试
使得聚乙烯分子的粘结强度下降。 块, 重点设计了声学性能试块、 标准试块、 参考试块和
模拟能力验证试块等。各类型试块的说明如下。
( 1 )声学性能试块。该试块用于 HDPE 材料
声速、 衰减系数等声学性能的测试。
( 2 ) HDPE 管道标准试块。该试块用于校准相
控阵超声检测探头的参数, 类似于 CSK-IA 标准试
ϕ
块, 主要反射体有 R35 和 R70 圆弧面及 0.5 mm
图 3 热熔接头冷焊缺陷外观 横通孔, 试块外观如图 5 所示。
3.2 气孔、 孔洞 ( 3 )热熔 接 头 参 考 试 块。根 据 国 内 某 核 电 厂
熔接过程中, 如果接头处夹杂有较大固体颗粒 SWS 管道规格, 设计加工制作了 2 种规格的热熔接
或局部存在气体未逃逸出熔合区, 就会形成气孔或 头参考 试 块, 其 外 观 如 图 6 , 7 所 示。 在 外 径 为
不规则孔洞。上述缺陷产生的主要原因是聚乙烯管 10 inch 的热熔接 头 试 块 中, 横 孔 直 径 分 别 为 0.5 ,
2
1
2022 年 第 44 卷 第 1 期
无损检测