
Page 41 - 无损检测2022年第一期
P. 41
李 锋, 等:
碳纤维复合材料层压板人工缺陷的水浸超声检测
同的两种介质分界面处会发生反射、 折射和散射等, 的制作工艺符合 GJB2895-1997 《 碳纤维复合材
对工件中存在的缺陷进行检测。 料层合板和层合件通用规范》中对材料、 理化性能、
根据探 头 与 工 件 间 的 声 耦 合 方 式, 超 声 检 测 尺寸公差、 翘曲、 外观质量等的要求, 人工缺陷的制
方法可以分为接触法和液浸法等。接触法是通过 作方法参照了我国航空标准 HB7825-2007 《 复合
一层很薄的耦合剂将探头与工件表面直接接触进 材料制件无损检测对比试块制作与要求》中人工缺
行检测的 技 术。作 为 最 基 本 的 超 声 检 测 方 法, 接 陷制作的相关要求和 HB5461-1990 《 金属结构胶
触法操 作 简 便, 能 够 满 足 绝 大 多 数 产 品 的 要 求。 接结构缺陷类型及试块》的要求。笔者采用以下 4
液浸法是 将 探 头 和 工 件 全 部 或 部 分 浸 入 液 体 中, 种方法制作人工缺陷。
超声波通过液体进入工件中的一种非接触式超声 ( 1 )贴膜法: 在织物层中放置厚度约为 0.4mm
检测方法。液 浸 法 最 常 用 的 耦 合 剂 为 水, 又 称 水 的聚四氟乙烯膜。
浸法。相比 于 接 触 法, 液 浸 法 具 有 更 好 的 耦 合 稳 ( 2 )插拔钢片法: 在织物层边缘放置不锈钢刀
定性和检测结果重复性, 能实现自动检测, 降低人 片, 成型后拔出, 使边缘形成类似分层的空气隙。为
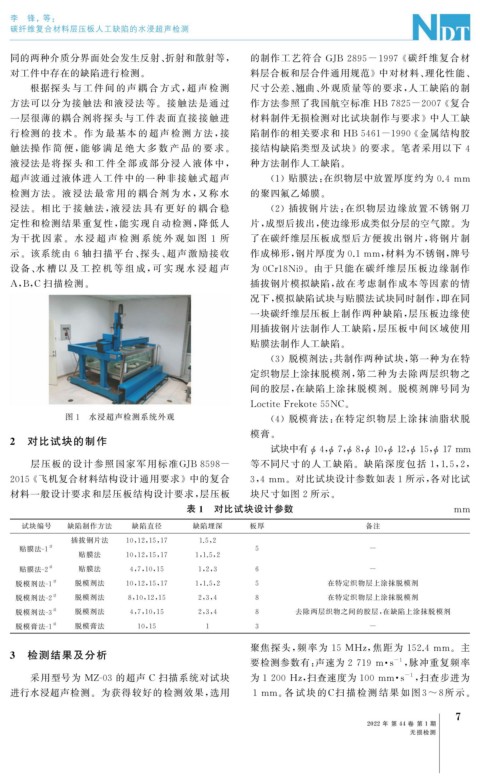
为干扰 因 素。 水 浸 超 声 检 测 系 统 外 观 如 图 1 所 了在碳纤维层压板成型后方便拔出钢片, 将钢片制
示。该系统由 6 轴扫描平台、 探头、 超声激励接收 作成梯形, 钢片厚度为0.1mm , 材料为不锈钢, 牌号
设备、 水 槽 以 及 工 控 机 等 组 成, 可 实 现 水 浸 超 声 为 0Cr18Ni9 。由于只能在碳纤维层压板边缘制作
A , B , C 扫描检测。 插拔钢片模拟缺陷, 故在考虑制作成本等因素的情
况下, 模拟缺陷试块与贴膜法试块同时制作, 即在同
一块碳纤维层压板上制作两种缺陷, 层压板边缘使
用插拔钢片法制作人工缺陷, 层压板中间区域使用
贴膜法制作人工缺陷。
( 3 )脱模剂法: 共制作两种试块, 第一种为在特
定织物层上涂抹脱模剂, 第二种为去除两层织物之
间的胶层, 在缺陷上涂抹脱模剂。脱模剂牌号同为
LoctiteFrekote55NC 。
图 1 水浸超声检测系统外观 ( 4 )脱模膏法: 在特定织物层上涂抹油脂状脱
模膏。
2 对比试块的制作
试块中有 ϕ 4 , 7 , 8 , 10 , 12 , 15 , 17mm
ϕ
ϕ
ϕ ϕ ϕ
ϕ
层压板的设计参照国家军用标准GJB8598- 等不同尺寸的人工缺陷。缺陷深度包括 1 , 1.5 , 2 ,
2015 《 飞机复合材料结构设计通用要求》中的复合 3 , 4mm 。对比试块设计参数如表 1 所示, 各对比试
材料一般设计要求和层压板结构设计要求, 层压板 块尺寸如图 2 所示。
表 1 对比试块设计参数 mm
试块编号 缺陷制作方法 缺陷直径 缺陷埋深 板厚 备注
插拔钢片法 10 , 12 , 15 , 17 1.5 , 2
#
贴膜法 -1 5 -
贴膜法 10 , 12 , 15 , 17 1 , 1.5 , 2
# 贴膜法
贴膜法 -2 4 , 7 , 10 , 15 1 , 2 , 3 6 -
# 脱模剂法 在特定织物层上涂抹脱模剂
脱模剂法 -1 10 , 12 , 15 , 17 1 , 1.5 , 2 5
# 脱模剂法 在特定织物层上涂抹脱模剂
脱模剂法 -2 8 , 10 , 12 , 15 2 , 3 , 4 8
# 脱模剂法 去除两层织物之间的胶层, 在缺陷上涂抹脱模剂
脱模剂法 -3 4 , 7 , 10 , 15 2 , 3 , 4 8
# 脱模膏法
脱模膏法 -1 10 , 15 1 3 -
聚焦探头, 频率为 15MHz , 焦距为 152.4mm 。主
3 检测结果及分析
要检测参数有: 声速为 2719m · s , 脉冲重复频率
-1
采用型号为 MZ-03 的超声 C 扫描系统对试块 为1200Hz , 扫查速度为 100mm · s , 扫查步进为
-1
进行水浸超声检测。为获得较好的检测效果, 选用 1mm 。 各 试 块 的C扫 描 检 测 结 果 如 图 3~8 所 示。
7
2022 年 第 44 卷 第 1 期
无损检测