
Page 38 - 无损检测2022年第一期
P. 38
徐 娜, 等:
粉末高温合金微缺陷的超声环形阵列全聚焦成像检测
则, 其中法则 1 的聚焦起点为 10 mm 、 聚焦终点为 到的增益变化曲线十分平稳, 检测结果表现出很高
100mm , 聚焦点间隔为 15mm , 共计7个聚焦深度; 的灵敏度一致性。
法则2的聚焦起点为10mm 、 聚焦终点为100mm , 聚 3.3 信噪比
焦点间隔为 10mm , 共计 10 个聚焦深度。 对于高灵敏度检测, 噪声信号会较为明显, 因
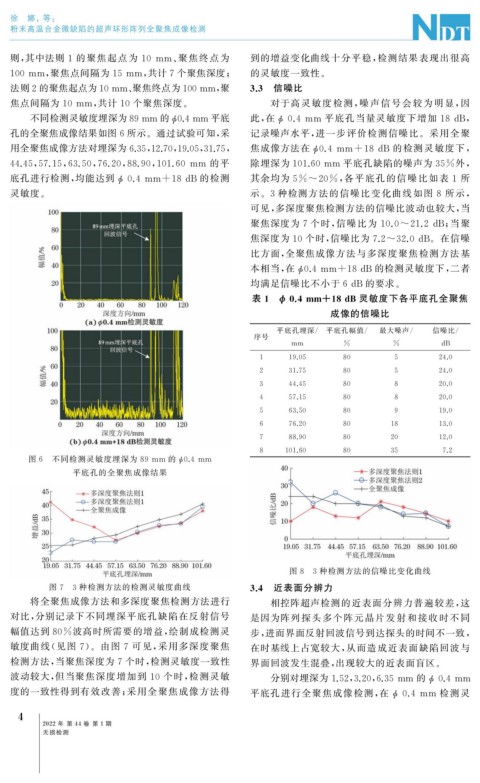
不同检测灵敏度埋深为89mm 的 0.4mm 平底 此, 在 ϕ 0.4mm 平底孔当量灵敏度下增加 18dB ,
ϕ
孔的全聚焦成像结果如图6所示。通过试验可知, 采 记录噪声水平, 进一步评价检测信噪比。采用全聚
用全聚焦成像方法对埋深为6.35 , 12.70 , 19.05 , 31.75 , 焦成像方法在 0.4 mm+18dB 的检测灵敏度下,
ϕ
44.45 , 57.15 , 63.50 , 76.20 , 88.90 , 101.60 mm 的平 除埋深为101.60mm 平底孔缺陷的噪声为35% 外,
底孔进行检测, 均能达到 ϕ 0.4mm+18dB 的检测 其余均为 5%~20% , 各平底孔的信噪比如表 1 所
灵敏度。 示。 3 种检测方法的信噪比变化曲线如图 8 所示,
可见, 多深度聚焦检测方法的信噪比波动也较大, 当
聚焦深度为 7 个时, 信噪比为 10.0~21.2dB ; 当聚
焦深度为 10 个时, 信噪比为 7.2~32.0dB 。在信噪
比方面, 全聚焦成像方法与多深度聚焦检测方法基
本相当, 在 0.4mm+18dB 的检测灵敏度下, 二者
ϕ
均满足信噪比不小于 6dB 的要求。
表 1 ϕ0.4mm+18dB 灵敏度下各平底孔全聚焦
成像的信噪比
平底孔埋深 / 平底孔幅值 / 最大噪声 / 信噪比 /
序号
mm % % dB
1 19.05 80 5 24.0
2 31.75 80 5 24.0
3 44.45 80 8 20.0
4 57.15 80 8 20.0
5 63.50 80 9 19.0
6 76.20 80 18 13.0
7 88.90 80 20 12.0
8 101.60 80 35 7.2
ϕ
图 6 不同检测灵敏度埋深为 89mm 的 0.4mm
平底孔的全聚焦成像结果
图 8 3 种检测方法的信噪比变化曲线
图 7 3 种检测方法的检测灵敏度曲线 3.4 近表面分辨力
将全聚焦成像方法和多深度聚焦检测方法进行 相控阵超声检测的近表面分辨力普遍较差, 这
对比, 分别记录下不同埋深平底孔缺陷在反射信号 是因为阵列探头多个阵元晶片发射和接收时不同
幅值达到 80% 波高时所需要的增益, 绘制成检测灵 步, 进而界面反射回波信号到达探头的时间不一致,
敏度曲线( 见图 7 )。由图 7 可见, 采用多深度聚焦 在时基线上占宽较大, 从而造成近表面缺陷回波与
检测方法, 当聚焦深度为 7 个时, 检测灵敏度一致性 界面回波发生混叠, 出现较大的近表面盲区。
波动较大, 但当聚焦深度增加到 10 个时, 检测灵敏 分别对埋深为 1.52 , 3.20 , 6.35mm 的 ϕ 0.4mm
度的一致性得到有效改善; 采用全聚焦成像方法得 平底孔进行全聚焦成像检测, 在 ϕ 0.4 mm 检测灵
4
2022 年 第 44 卷 第 1 期
无损检测