
Page 62 - 无损检测2021年第八期
P. 62
王俊龙, 等:
小径管对接焊缝的冷阴极数字 X 射线检测
双丝像质计( 用于分辨率测定) 的识别情况, 以及缺
陷检出率和缺陷定量的准确率, 根据试验结果验证
笔者制定的冷阴极 DR 成像检测工艺的有效性和可
靠性。
2.4.1 灵敏度
射线检测利用底片上可识别的最小丝号来评
定检测灵敏度, 所识别线型像质计的丝号越大, 丝
径越小, 检 测 灵 敏 度 越 高。两 种 检 测 方 法 可 识 别
的最小丝号与标准要求对比如图 2 所示, 可见, 两
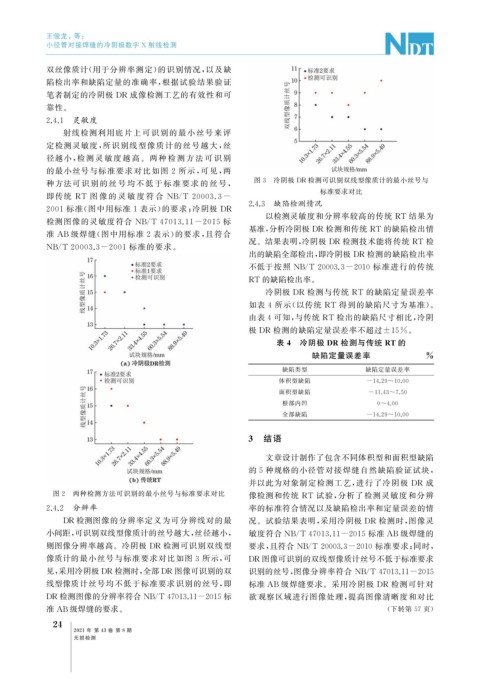
图3 冷阴极 DR 检测可识别双线型像质计的最小丝号与
种方法可 识 别 的 丝 号 均 不 低 于 标 准 要 求 的 丝 号,
标准要求对比
即传统 RT 图 像 的 灵 敏 度 符 合 NB / T20003.3-
2.4.3 缺陷检测情况
2001 标准( 图中用标准 1 表示) 的要求; 冷阴极 DR
以检测灵敏度和分辨率较高的传统 RT 结果为
检测图像的灵敏度符合 NB / T47013.11-2015 标
基准, 分析冷阴极 DR 检测和传统 RT 的缺陷检出情
准 AB 级焊缝( 图中用标准 2 表示) 的要求, 且符合
况。结果表明, 冷阴极 DR 检测技术能将传统 RT 检
NB / T20003.3-2001 标准的要求。
出的缺陷全部检出, 即冷阴极 DR 检测的缺陷检出率
不低于按照 NB / T20003.3-2010 标准进行的传统
RT 的缺陷检出率。
冷阴极 DR 检测与传统 RT 的缺陷定量误差率
如表 4 所示( 以传统 RT 得到的缺陷尺寸为基准)。
由表 4 可知, 与传统 RT 检出的缺陷尺寸相比, 冷阴
极 DR 检测的缺陷定量误差率不超过 ±15% 。
表 4 冷阴极 DR 检测与传统 RT 的
缺陷定量误差率 %
缺陷类型 缺陷定量误差率
体积型缺陷 -14.29~10.00
面积型缺陷 -11.43~7.50
根部内凹 0~4.00
全部缺陷 -14.29~10.00
3 结语
文章设计制作了包含不同体积型和面积型缺陷
的 5 种规格的小径管对接焊缝自然缺陷验证试块,
并以此为对象制定检测工艺, 进行了冷阴极 DR 成
图 2 两种检测方法可识别的最小丝号与标准要求对比 像检测和传统 RT 试验, 分析了检测灵敏度和分辨
2.4.2 分辨率 率的标准符合情况以及缺陷检出率和定量误差的情
DR 检测图像的分辨率定义为可分辨线对的最 况。试验结果表明, 采用冷阴极 DR 检测时, 图像灵
小间距, 可识别双线型像质计的丝号越大, 丝径越小, 敏度符合 NB / T47013.11-2015 标准 AB 级焊缝的
则图像分辨率越高。冷阴极 DR 检测可识别双线型 要求, 且符合 NB / T20003.3-2010 标准要求; 同时,
像质计的最小丝号与标准要求对比如图 3 所示, 可 DR 图像可识别的双线型像质计丝号不低于标准要求
见, 采用冷阴极 DR 检测时, 全部 DR 图像可识别的双 识别的丝号, 图像分辨率符合 NB / T47013.11-2015
线型像质计丝号均不低于标准要求识别的丝号, 即 标准 AB 级焊缝要求。采用冷阴极 DR 检测可针对
DR 检测图像的分辨率符合 NB / T47013.11-2015标 欲 观察区域进行图像处理, 提高图像清晰度和对比
准 AB级焊缝的要求。 ( 下转第 57 页)
4
2
2021 年 第 43 卷 第 8 期
无损检测