
Page 61 - 无损检测2021年第八期
P. 61
王俊龙, 等:
小径管对接焊缝的冷阴极数字 X 射线检测
CareView750Cw 型探测器及 WISDON750Cw 型
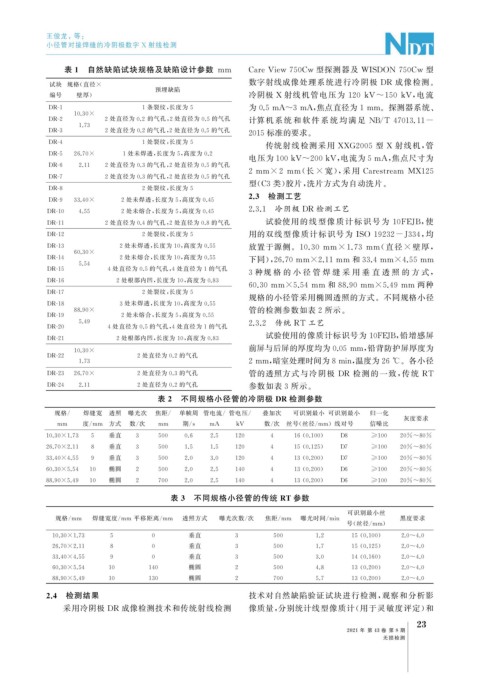
表 1 自然缺陷试块规格及缺陷设计参数 mm
数字射线成像处理系统进行冷阴极 DR 成像检测。
试块 规格( 直径 ×
预埋缺陷
编号 壁厚) 冷阴极 X 射线机管电压为 120kV~150kV , 电流
DR-1 1 条裂纹, 长度为 5 为0.5mA~3mA , 焦点直径为1mm 。探测器系统、
10.30×
DR-2 2 处直径为 0.2 的气孔, 2 处直径为 0.5 的气孔 计算机 系 统 和 软 件 系 统 均 满 足 NB / T47013.11-
1.73
DR-3 2 处直径为 0.2 的气孔, 2 处直径为 0.5 的气孔
2015标准的要求。
传统射线检测采用 XXG2005 型 X 射线机, 管
DR-4 1 处裂纹, 长度为 5
DR-5 26.70× 1 处未焊透, 长度为 5 , 高度为 0.2
电压为100kV~200kV , 电流为5mA , 焦点尺寸为
DR-6 2.11 2 处直径为 0.3 的气孔, 2 处直径为 0.5 的气孔
2mm×2 mm ( 长 × 宽), 采 用 Carestream MX125
DR-7 2 处直径为 0.3 的气孔, 2 处直径为 0.5 的气孔
型( C3 类) 胶片, 洗片方式为自动洗片。
DR-8 2 处裂纹, 长度为 5
2.3 检测工艺
DR-9 33.40× 2 处未焊透, 长度为 5 , 高度为 0.45
2.3.1 冷阴极 DR 检测工艺
DR-10 4.55 2 处未熔合, 长度为 5 , 高度为 0.45
DR-11 2 处直径为 0.4 的气孔, 2 处直径为 0.8 的气孔 试验使用的线 型 像 质 计 标 识 号 为 10FEJB , 使
用的双线型像质计标识号为 ISO19232-J334 , 均
DR-12 2 处裂纹, 长度为 5
DR-13 2 处未焊透, 长度为 10 , 高度为 0.55 放置于源侧。 10.30 mm×1.73 mm ( 直径 × 壁厚,
60.30×
DR-14 2 处未熔合, 长度为 10 , 高度为 0.55
下同), 26.70mm×2.11mm 和33.4mm×4.55mm
5.54
DR-15 4 处直径为 0.5 的气孔, 4 处直径为 1 的气孔
3 种规 格 的 小 径 管 焊 缝 采 用 垂 直 透 照 的 方 式,
DR-16 2 处根部内凹, 长度为 10 , 高度为 0.83
60.30mm×5.54mm 和 88.90mm×5.49mm 两种
DR-17 2 处裂纹, 长度为 5
规格的小径管采用椭圆透照的方式。不同规格小径
DR-18 3 处未焊透, 长度为 10 , 高度为 0.55
88.90× 管的检测参数如表 2 所示。
DR-19 2 处未熔合, 长度为 5 , 高度为 0.55
5.49 2.3.2 传统 RT 工艺
DR-20 4 处直径为 0.5 的气孔, 4 处直径为 1 的气孔
试验使用的像质计标识号为 10FEJB , 铅增感屏
DR-21 2 处根部内凹, 长度为 10 , 高度为 0.83
前屏与后屏的厚度均为0.05mm , 铅背防护屏厚度为
10.30×
DR-22 2 处直径为 0.2 的气孔
1.73 2mm , 暗室处理时间为8min , 温度为26℃ 。各小径
DR-23 26.70× 2 处直径为 0.3 的气孔 管的透照方式与冷阴极 DR 检测的一致, 传统 RT
DR-24 2.11 2 处直径为 0.2 的气孔 参数如表 3 所示。
表 2 不同规格小径管的冷阴极 DR 检测参数
规格 / 焊缝宽 透照 曝光次 焦距 / 单帧周 管电流 / 管电压 / 叠加次 可识别最小 可识别最小 归一化
灰度要求
mm 度 / mm 方式 数 / 次 mm 期 / s mA kV 数 / 次 丝号( 丝径 / mm )线对号 信噪比
10.30×1.73 5 垂直 3 500 0.6 2.5 120 4 16 ( 0.100 ) D8 ≥100 20%~80%
26.70×2.11 8 垂直 3 500 1.5 1.5 120 4 15 ( 0.125 ) D7 ≥100 20%~80%
33.40×4.55 9 垂直 3 500 2.0 3.0 120 4 13 ( 0.200 ) D7 ≥100 20%~80%
60.30×5.54 10 椭圆 2 500 2.0 2.5 140 4 13 ( 0.200 ) D6 ≥100 20%~80%
88.90×5.49 10 椭圆 2 700 2.0 2.5 140 4 13 ( 0.200 ) D6 ≥100 20%~80%
表 3 不同规格小径管的传统 RT 参数
可识别最小丝
规格 / mm 焊缝宽度 / mm 平移距离 / mm 透照方式 曝光次数 / 次 焦距 / mm 曝光时间 / min 黑度要求
号( 丝径 / mm )
10.30×1.73 5 0 垂直 3 500 1.2 15 ( 0.100 ) 2.0~4.0
垂直
26.70×2.11 8 0 3 500 1.7 15 ( 0.125 ) 2.0~4.0
33.40×4.55 9 0 垂直 3 500 3.0 14 ( 0.160 ) 2.0~4.0
60.30×5.54 10 140 椭圆 2 500 4.8 13 ( 0.200 ) 2.0~4.0
88.90×5.49 10 130 椭圆 2 700 5.7 13 ( 0.200 ) 2.0~4.0
2.4 检测结果 技术对自然缺陷验证试块进行检测, 观察和分析影
采用冷阴极 DR 成像检测技术和传统射线检测 像质量, 分别统计线型像质计( 用于灵敏度评定) 和
3
2
2021 年 第 43 卷 第 8 期
无损检测