
Page 49 - 无损检测2021年第八期
P. 49
路 浩, 等:
压气站大变形在役管道的应力超声检测
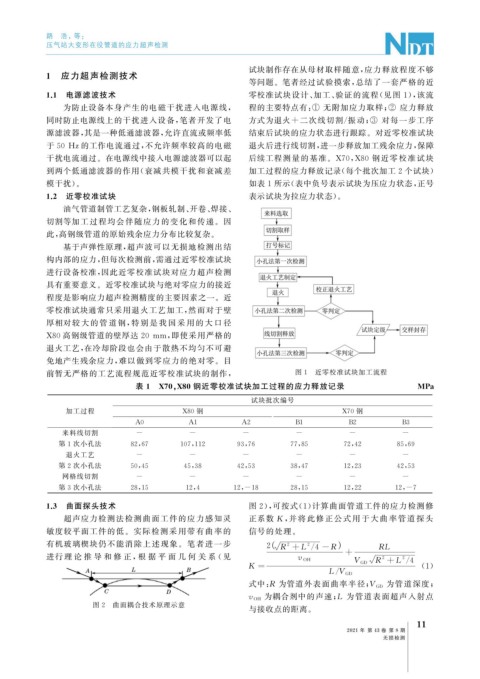
试块制作存在从母材取样随意, 应力释放程度不够
1 应力超声检测技术
等问题。笔者经过试验摸索, 总结了一套严格的近
1.1 电源滤波技术 零校准试块设计、 加工、 验证的流程( 见图 1 ), 该流
为防止设备本身产生的电磁干扰进入电源线, 程的主要特点有: ① 无附加应力取样; ② 应力释放
同时防止电源线上的干扰进入设备, 笔者开发了电 方式为退火 + 二次线切割 / 振动; ③ 对每一步工序
源滤波器, 其是一种低通滤波器, 允许直流或频率低 结束后试块的应力状态进行跟踪。对近零校准试块
于 50Hz的工作电流通过, 不允许频率较高的电磁 退火后进行线切割, 进一步释放加工残余应力, 保障
干扰电流通过。在电源线中接入电源滤波器可以起 后续工程测量的基准。 X70 , X80 钢近零校准试块
到两个低通滤波器的作用( 衰减共模干扰和衰减差 加工过程的应力释放记录( 每个批次加工 2 个试块)
模干扰)。 如表 1 所示( 表中负号表示试块为压应力状态, 正号
1.2 近零校准试块 表示试块为拉应力状态)。
油气管道制管工艺复杂, 钢板轧制、 开卷、 焊接、
切割等加工过程均会伴随应力的变化和传递。因
此, 高钢级管道的原始残余应力分布比较复杂。
基于声弹性原理, 超声波可以无损地检测出结
构内部的应力, 但每次检测前, 需通过近零校准试块
进行设备校准, 因此近零校准试块对应力超声检测
具有重要意义。近零校准试块与绝对零应力的接近
程度是影响应力超声检测精度的主要因素之一。近
零校准试块通常只采用退火工艺加工, 然而对于壁
厚相对较 大 的 管 道 钢, 特 别 是 我 国 采 用 的 大 口 径
X80 高钢级管道的壁厚达 20mm , 即使采用严格的
退火工艺, 在冷却阶段也会由于散热不均匀不可避
免地产生残余应力, 难以做到零应力的绝对零。目
图 1 近零校准试块加工流程
前暂无严格的工艺流程规范近零校准试块的制作,
表 1 X70 , X80 钢近零校准试块加工过程的应力释放记录 MPa
试块批次编号
加工过程 X80 钢 X70 钢
A0 A1 A2 B1 B2 B3
来料线切割 - - - - - -
第 1 次小孔法 82 , 67 107 , 112 93 , 76 77 , 85 72 , 42 85 , 69
退火工艺 - - - - - -
第 2 次小孔法 50 , 45 45 , 38 42 , 53 38 , 47 12 , 23 42 , 53
网格线切割 - - - - - -
第 3 次小孔法 28 , 15 12 , 4 12 , -18 28 , 15 12 , 22 12 , -7
1.3 曲面探头技术 图 2 ), 可按式( 1 ) 计算曲面管道工件的应力检测修
超声应力检测法检测曲面工件的应力感知灵 正系数 K , 并 将 此 修 正 公 式 用 于 大 曲 率 管 道 探 头
敏度较平面工件的低。实际检测采用带有曲率的 信号的处理。
有机玻璃楔块仍不能消除上述现象。笔者进一步 2 R +L / 4-R RL
2
2
进行 理 论 推 导 和 修 正, 根 据 平 面 几 何 关 系 ( 见 +
v OH 2 2
V GD R +L / 4
K = ( 1 )
L / V GD
为管道深度;
式中: R 为管道外表面曲率半径; V GD
为耦合剂中的声速; L 为管道表面超声入射点
v OH
图 2 曲面耦合技术原理示意
与接收点的距离。
1
1
2021 年 第 43 卷 第 8 期
无损检测