
Page 51 - 无损检测2021年第八期
P. 51
路 浩, 等:
压气站大变形在役管道的应力超声检测
出现了较大的拉应力。焊缝 H1 负侧 5 点钟方向的
拉应力甚至在负侧 2 点钟方向引起了一定 的压应
力, 笔者推测弯管 WG1-2 有外撑变形的趋势。
焊缝 H2 负侧的 0 点钟和 1 点钟方向存在较大
拉应力, 除此 之 外, 焊 缝 H2 负 侧 整 体 呈 压 应 力 状
态。笔者判断该处出现变形, 该变形导致 H2 负侧
6 点钟和 7 点钟方向的拉应力降低。
焊缝 H3 负侧的 3 点钟方向存在较大 的 拉 应
力, 其远大于该位置正侧的应力, 9 点钟方向的拉应
力较小, 0 , 2 点钟方向的表面存在较大凹坑, 无法测
量; 正侧 8 点钟方向的拉应力较大, 这与 F08 管道
的移动有关。
焊缝 H4的正负两侧 3 点钟方向都存在较大的
拉应力, 其9点钟方向正负两侧的拉应力较小。这说
明弯管 WG3-4 在 3 点钟方向存在高拉应力区域。
同时, 焊缝 H4的3点钟方向正负两侧的拉应力差值
小于焊缝 H3的3点钟正负两侧拉应力的差值。
焊缝 H5的3点钟方向存在较大的拉应力区域,
与焊缝 H4 相比较, 该区域范围更宽, 数值更大。这
说明弯管 WG5-6在3点钟方向存在高拉应力区域。
焊缝 H6 正侧的 3 点钟方向存在较大 的 拉 应
力, 负侧的 0 点钟方向存在较大的拉应力。上述两
方向基本垂直, 笔者推测发球筒管道存在逆时针的
左扭变形和上翘变形, 且正是这一变形在弯管 WG
5-6 和 WG3-4 的 3 点钟方向形成了较大的、 呈一定
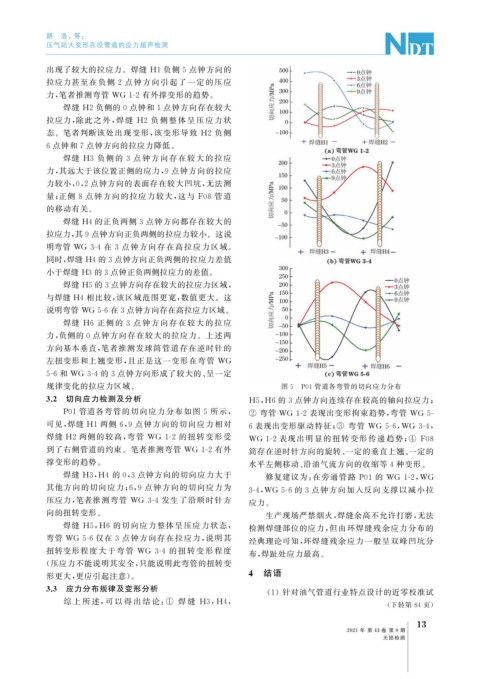
规律变化的拉应力区域。 图 5 P01 管道各弯管的切向应力分布
3.2 切向应力检测及分析 H5 , H6 的 3 点钟方向连续存在较高的轴向拉应力;
P01 管道各弯管的切向应力分布如图 5 所示, ② 弯管 WG1-2 表现出变形拘束趋势, 弯管 WG5-
可见, 焊缝 H1 两侧 6 , 9 点钟方向的切向应力相对
6 表现出变形驱动特征; ③ 弯管 WG5-6 , WG3-4 ,
焊缝 H2 两侧的较高, 弯管 WG1-2 的扭转变形受
WG1-2 表现出明显的扭转 变形传递趋势; ④ F08
到了右侧管道的约束。笔者推测弯管 WG1-2 有外 筒存在逆时针方向的旋转、 一定的垂直上翘、 一定的
撑变形的趋势。 水平左侧移动、 沿油气流方向的收缩等 4 种变形。
焊缝 H3 , H4 的 0 , 3 点钟方向的切向应力大于
修复建议为: 在旁通管路 P01 的 WG1-2 , WG
其他方向的切向应力; 6 , 9 点钟方向的切向应力为 3-4 , WG5-6 的 3 点钟方向加入反向支撑以减小拉
压应力, 笔者推测弯管 WG3-4 发生了沿顺时针方 应力。
向的扭转变形。 生产现场严禁烟火, 焊缝余高不允许打磨, 无法
焊缝 H5 , H6 的切向应力整体呈压应力状态, 检测焊缝部位的应力, 但由环焊缝残余应力分布的
弯管 WG5-6 仅在 3 点钟方向存在拉应力, 说明其 经典理论可知, 环焊缝残余应力一般呈双峰凹坑分
扭转变形程 度 大 于 弯 管 WG3-4 的 扭 转 变 形 程 度
布, 焊趾处应力最高。
( 压应力不能说明其安全, 只能说明此弯管的扭转变
4 结语
形更大, 更应引起注意)。
3.3 应力分布规律及变形分析 ( 1 )针对油气管道行业特点设计的近零校准试
综 上 所 述, 可 以 得 出 结 论: ① 焊 缝 H3 , H4 , ( 下转第 84 页)
3
1
2021 年 第 43 卷 第 8 期
无损检测