
Page 109 - 无损检测2021年第四期
P. 109
闫留青:
单面焊对接环焊缝中由错边引起的根部超声回波特征
进行了分析。
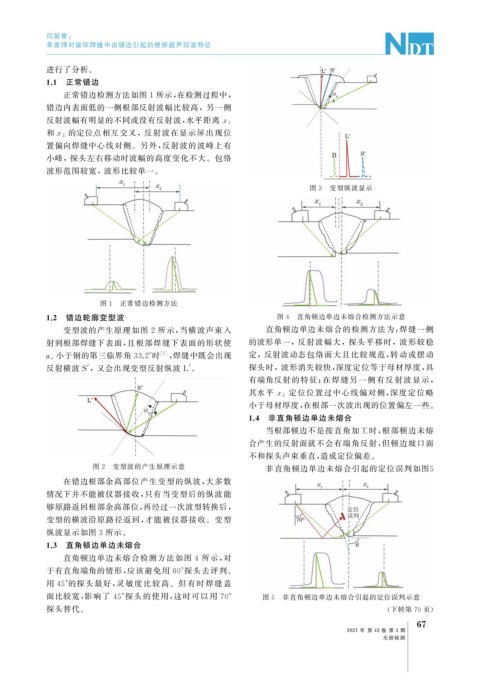
1.1 正常错边
正常错边检测方法如图 1 所示, 在检测过程中,
错边内表面低的一侧根部反射波幅比较高,另一侧
反射波幅有明显的不同或没有反射波, 水平距离 x 1
的定位点相互交叉,反射波在显示屏出现位
和x 2
置偏向焊缝中心线对侧。另外, 反射波的波峰上有
小峰,探头左右移动时波幅的高度变化不大。包络
波形范围较宽,波形比较单一。
图 3 变型纵波显示
图 1 正常错边检测方法
1.2 错边轮廓变型波 图 4 直角顿边单边未熔合检测方法示意
变型波的产生原理如图 2 所示, 当横波声束入 直角顿边单边未熔合的检测方法为: 焊缝一侧
射到根部焊缝下表面, 且根部焊缝下表面的形状使 的波形单一,反射波幅大,探头平移时,波形较稳
小于钢的第三临界角 33.2° 时 [ 1 ] , 焊缝中既会出现 定,反射波动态包络面大且比较规范, 转动或摆动
α s
反射横波 S' ,又会出现变型反射纵波 L' 。 探头时,波形消失较快, 深度定位等于母材厚度, 具
有端角反射的特征; 在焊缝另一侧有反射波显示,
定位位置过中心线偏对侧, 深度定位略
其水平 x 2
小于母材厚度, 在根部一次波出现的位置偏左一些。
1.4 非直角顿边单边未熔合
当根部顿边不是按直角加工时, 根部顿边未熔
合产生的反射面就不会有端角反射, 但顿边坡口面
不和探头声束垂直, 造成定位偏差。
图 2 变型波的产生原理示意
非直角顿边单边未熔合引起的定位误判如图 5
在错边根部余高部位产生变型的纵波, 大多数
情况下并不能被仪器接收, 只有当变型后的纵波能
够原路返回根部余高部位, 再经过一次波型转换后,
变型的横波沿原路径返回, 才能被仪器接收。变型
纵波显示如图 3 所示。
1.3 直角顿边单边未熔合
直角顿边单边未熔合检测方法如图 4 所示, 对
于有直角端角的情形, 应该避免用 60° 探头去评判。
用 45° 的探头最好, 灵敏度比较高。但有时 焊缝盖
面比较宽, 影响了 45° 探头的使用, 这时可以用 70° 图 5 非直角顿边单边未熔合引起的定位误判示意
探头替代。 ( 下转第 70 页)
7
6
2021 年 第 43 卷 第 4 期
无损检测