
Page 72 - 无损检测2021年第三期
P. 72
刘长山:
管道环焊缝数字射线成像检测最少透照次数的确定
L
N
4 , ' 4=10 , 因此最少透照次数为 10 次, 对应的α= M max =F / ' 1 ( 18 )
18° , 有效评定长度 L eff=268.27mm , 每边的搭接长 F
M min = ( 19 )
度 Δ L=18.37 mm 。使 用 SOLIDWORKS 软 件 进 ϕ o 2
/
/
行构图 验 算, 当 N =10 时, α=17.99° , k=1.02 , M max M min ≤1.25 ( 20 )
' 1=1020.84mm , ' 2=67.16 mm , 有效评定长度
L L N 6 =π / α ( 21 )
L eff=261.91mm , 每边的搭接长度 Δ L=21.54mm , 2.3 满足探测器有效成像长度的最少透照次数 N 7
可见误差并不大, 且文章中计算的 Δ L 比真实 ΔL 计算原理与上节相同, 则有
小, 更加有利于缺陷的检出。 ( L -2 ·Δ L )/ 2
tanα= / ( 22 )
, , , 可知, 按不同条件演算出的 ϕ o 2+h
由 N 1 N 2 N 3 'N 4
最少透照次数差距很大, 原因在于管径曲率的影响 N 7 =π / α ( 23 )
2.4 小结
和探测器有效成像长度的限制。对于直径较大管道
, , 向上取最小整数值, 然后选
ϕ o≥508mm ; 常用厚度), 实际应用可以直接计算
( 综上, N 5 N 6 N 7
择 3 个数值中的最大值作为中心内透照最终的最少
N , 然后取最大值作为最少透照次数, 一般可
,
N 2 ' 4
透照次数 N , 并可得半圆心角α=π / N 及一次透照
以满足标准要求。
, 即
ϕ o
长度L 3=π · / N 。 然后根据几何关系求出 L eff
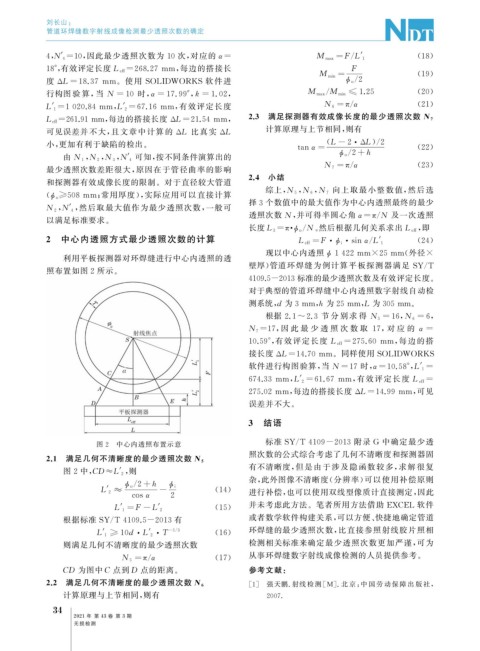
2 中心内透照方式最少透照次数的计算 L eff=F· · ( 24 )
ϕ i sinα / 'L 1
现以中心内透照
利用平板探测器对环焊缝进行中心内透照的透 ϕ 1422mm×25mm ( 外径 ×
壁厚) 管道环焊缝为例计算平板探测器满足 SY / T
照布置如图 2 所示。
4109.5-2013标准的最少透照次数及有效评定长度。
对于典型的管道环焊缝中心内透照数字射线自动检
测系统, d 为3mm , h 为25mm , L 为305mm 。
根据 2.1~2.3 节 分 别 求 得 N 5 =16 , N 6 =6 ,
N 7=17 , 因 此 最 少 透 照 次 数 取 17 , 对 应 的 α =
10.59° , 有效评定长度 L eff=275.60 mm , 每边的搭
接长度 Δ L=14.70mm 。同样使用 SOLIDWORKS
软件进行构图验算, 当 N =17 时, α=10.58° , 'L 1=
674.33mm , 'L 2=61.67 mm , 有效评定 长度 L eff=
275.02mm , 每边的搭接长度 ΔL=14.99mm , 可见
误差并不大。
3 结语
图 2 中心内透照布置示意 标准 SY / T4109-2013 附录 G 中确定最少透
照次数的公式综合考虑了几何不清晰度和探测器固
2.1 满足几何不清晰度的最少透照次数 N 5
有不清晰度, 但是由于涉及隐函数较多, 求解很复
, 则
图 2 中, CD ≈ 'L 2
杂, 此外图像不清晰度( 分辨率) 可以使用补偿原则
ϕ o 2+h ϕ i
/
L - ( 14 ) 进行补偿, 也可以使用双线型像质计直接测定, 因此
' 2 ≈
cosα 2
并未考虑此方法。笔者所用方法借助 EXCEL 软件
L L ( 15 )
' 1 =F - ' 2
根据标准 SY / T4109.5-2013 有 或者数学软件构建关系, 可以方便、 快捷地确定管道
环焊缝的最少透照次数, 比直接参照射线胶片照相
' 1 ≥10d· ' 2 T
L L · - 1 / 3 ( 16 )
则满足几何不清晰度的最少透照次数 检测相关标准来确定最少透照次数更加严谨, 可为
N 5 =π / α ( 17 ) 从事环焊缝数字射线成像检测的人员提供参考。
CD 为图中C 点到D 点的距离。 参考文献:
2.2 满足几何不清晰度的最少透照次数 N 6 [ 1 ] 强天鹏 . 射线 检 测 [ M ] . 北 京: 中 国 劳 动 保 障 出 版 社,
计算原理与上节相同, 则有 2007.
4
3
2021 年 第 43 卷 第 3 期
无损检测