
Page 69 - 无损检测2021年第三期
P. 69
郭伟灿, 等:
带凸面声透镜的相控阵超声检测技术
槽等人工缺陷。采用表 1 所述的带凸面楔块的相 阻抗与聚苯乙烯相差很小), 将相控阵探头的凸面楔
控阵探头 进 行 检 测, 管 座 角 焊 缝 对 比 试 块 人 工 缺 块沿轴向紧贴管道内表面, 并沿着接管圆周方向移
陷的相控 阵 超 声 检 测 结 果 如 图 9 所 示, 从 图 9 可 动探头, 观察图像的变化情况, 以判断角焊缝的轮廓
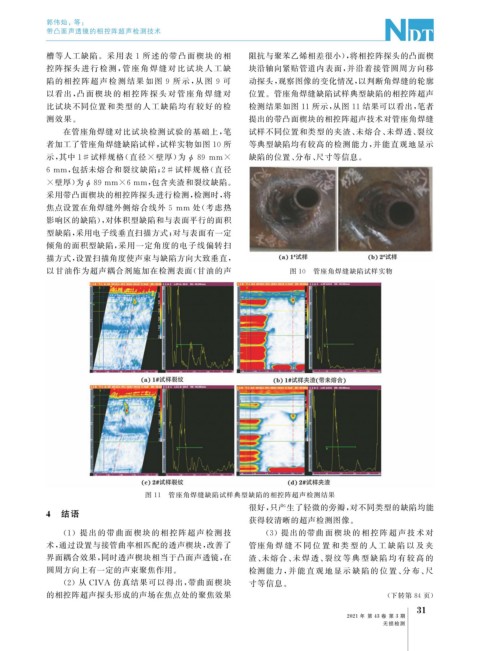
以看出, 凸 面 楔 块 的 相 控 阵 探 头 对 管 座 角 焊 缝 对 位置。管座角焊缝缺陷试样典型缺陷的相控阵超声
比试块不同位置和类型的人工缺陷均有较好的检 检测结果如图 11 所示, 从图 11 结果可以看出, 笔者
测效果。 提出的带凸面楔块的相控阵超声技术对管座角焊缝
在管座角焊缝对比试块检测试验的基础上, 笔 试样不同位置和类型的夹渣、 未熔合、 未焊透、 裂纹
者加工了管座角焊缝缺陷试样, 试样实物如图 10 所 等典型缺陷均有较高的检测能力, 并能直观地显示
示, 其中 1# 试样规格( 直径 × 壁厚) 为 ϕ 89 mm× 缺陷的位置、 分布、 尺寸等信息。
6mm , 包括未熔合和裂纹缺陷; 2# 试样规格( 直径
× 壁厚) 为 ϕ 89mm×6mm , 包含夹渣和裂纹缺陷。
采用带凸面楔块的相控阵探头进行检测, 检测时, 将
焦点设置在角焊缝外侧熔合线外 5 mm 处( 考虑热
影响区的缺陷), 对体积型缺陷和与表面平行的面积
型缺陷, 采用电子线垂直扫描方式; 对与表面有一定
倾角的面积型缺陷, 采用一定角度的电子线偏转扫
描方式, 设置扫描角度使声束与缺陷方向大致垂直,
以 甘油作为超声耦合剂施加在检测表面( 甘油的声 图 10 管座角焊缝缺陷试样实物
图 11 管座角焊缝缺陷试样典型缺陷的相控阵超声检测结果
很好, 只产生了轻微的旁瓣, 对不同类型的缺陷均能
4 结语
获得较清晰的超声检测图像。
( 1 )提出的带曲面楔块的相控阵超声检 测技 ( 3 )提出的带曲 面 楔 块 的 相 控 阵 超 声 技 术 对
术, 通过设置与接管曲率相匹配的透声楔块, 改善了 管座角 焊 缝 不 同 位 置 和 类 型 的 人 工 缺 陷 以 及 夹
界面耦合效果, 同时透声楔块相当于凸面声透镜, 在 渣、 未熔合、 未 焊 透、 裂 纹 等 典 型 缺 陷 均 有 较 高 的
圆周方向上有一定的声束聚焦作用。 检测能力, 并 能 直 观 地 显 示 缺 陷 的 位 置、 分 布、 尺
( 2 )从 CIVA 仿真结果可以得出, 带曲面楔块 寸等信息。
的相控阵超声探头形成的声场在焦点处的聚焦效果 ( 下转第 84 页)
1
3
2021 年 第 43 卷 第 3 期
无损检测